Isuzu KB P190. Manual — part 118
4B-28 REAR AXLE
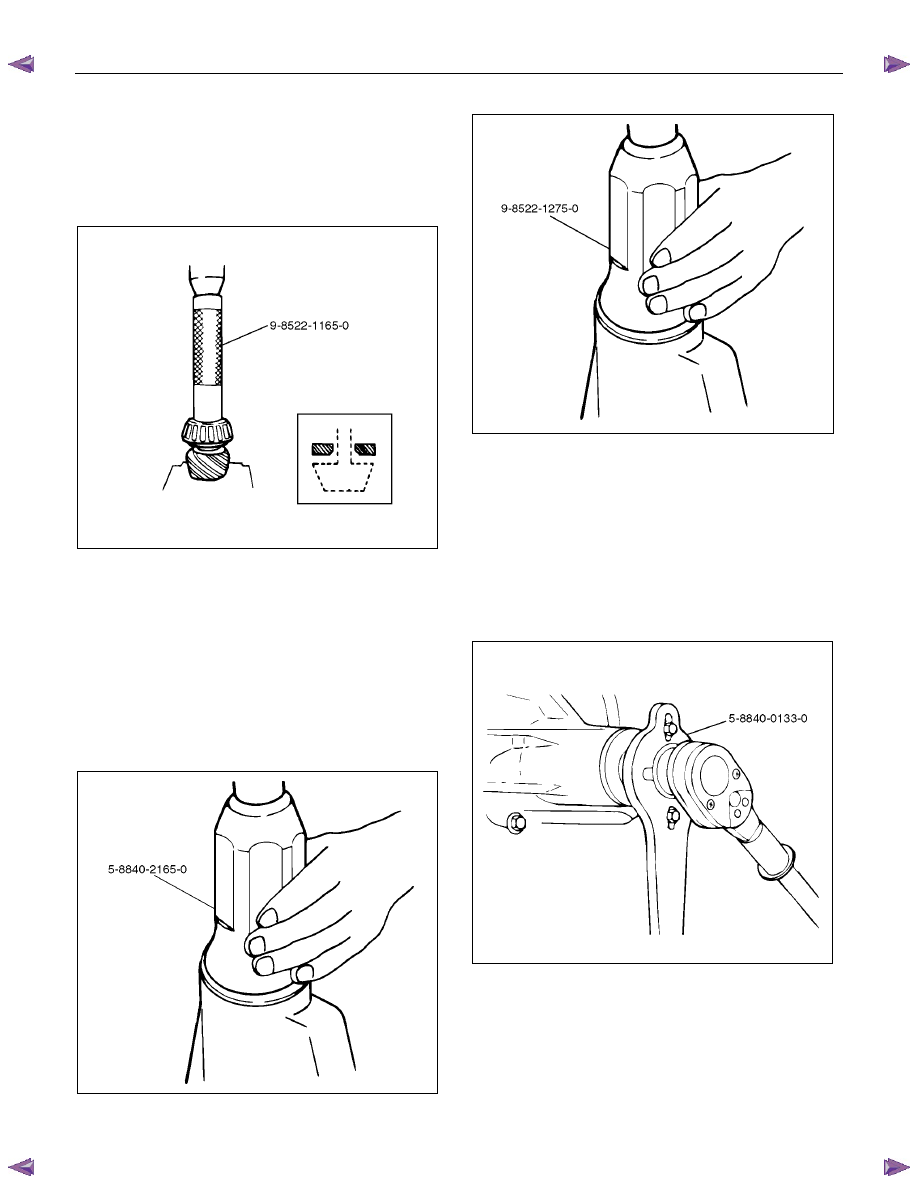
4. Place the shim on the drive pinion, then install the
inner bearing onto the pinion by using installer 9-
8522-1165-0 and a press.
Note:
Do not apply pressure to the roller cage. Apply
NOTE: pressure only to the inner race.
425L100008
5. Install collapsible spacer. Discard the used
collapsible spacer and install a new one.
6. Install drive pinion shaft assembly.
7. Install outer bearing and oil seal.
8. Use oil seal installer 5-8840-2165-0 (
φ220mm)
and 9-8522-1275-0 (
φ194mm) to install a new oil
seal that has grease on seal lip.
φφφφ220mm
415RW029
φφφφ194mm
415RW024
9. Install flange assembly.
10. Install flange nut.
a. Apply lubricant to the pinion threads.
b. Using the pinion flange holder 5-8840-0133-0,
tighten the nut only enough to remove the shaft
end play.
Note :
Discard used flange nut and install new one.
415RW040
c. Adjust pinion bearing preload.
• Measure the bearing preload by using a torque
meter and note the scale reading required to
rotate the flange.
• Continue tightening flange nut until the
specified starting torque is obtained.
REAR AXLE 4B-29
Starting torque :
φ220mm : 0.7-1.3 N⋅m
(0.07-0.13 kgf
⋅m/6-11 lb⋅in)
φ194mm : 0.7-1.1 N⋅m
(0.07-0.11 kgf
⋅m/6-10 lb⋅in)
Note :
• Do not overtighten or loosen and then
retighten the nut.
• Pinion nut torque will be in the range of 245-
294 N
⋅⋅⋅⋅m (25-30 kgf⋅⋅⋅⋅m/181-217 lb⋅⋅⋅⋅ft) (φφφφ220mm)
and 177-275 N
⋅⋅⋅⋅m (18-28 kgf⋅⋅⋅⋅m/130-203 lb⋅⋅⋅⋅ft)
(
φφφφ194mm).
425RW018
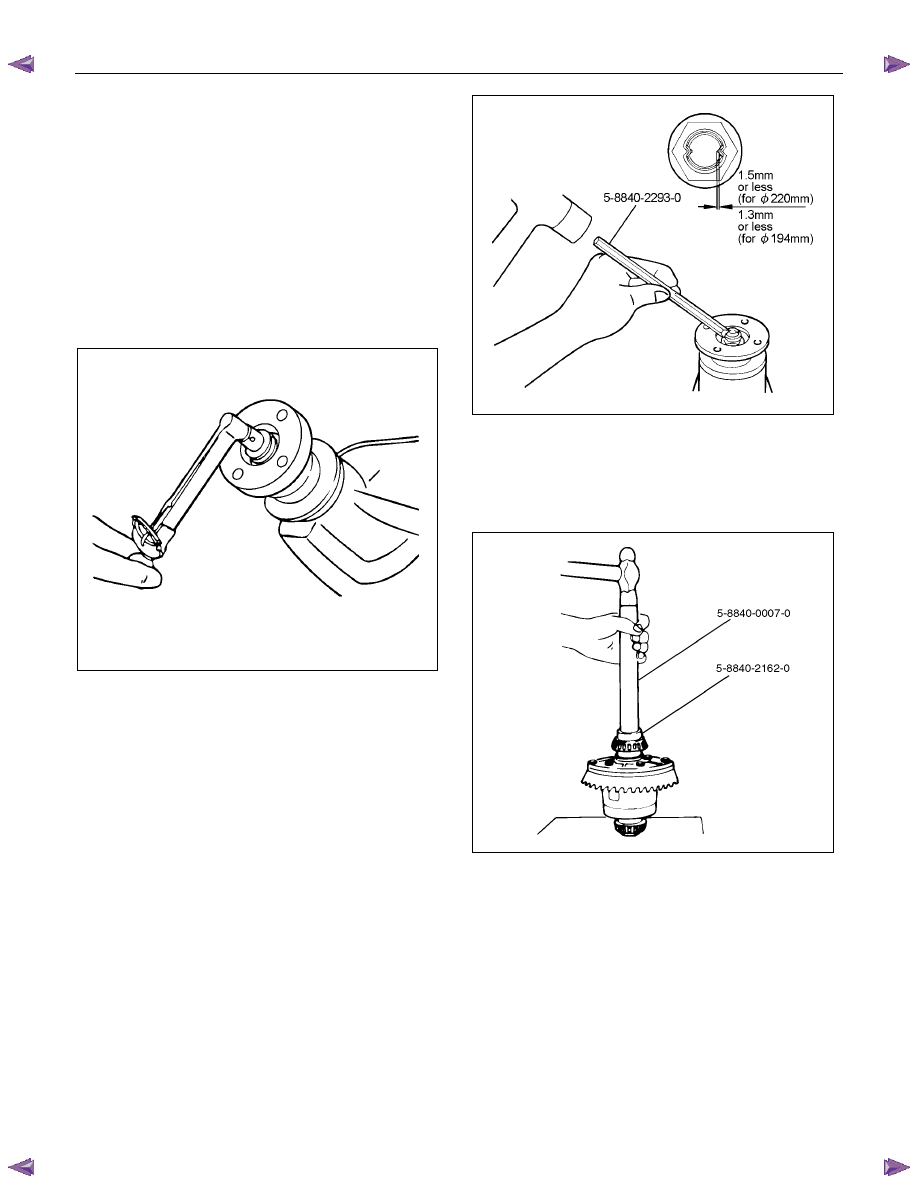
d. Using punch 5-8840-2293-0, stake the flange
nut at two points.
Note :
When staking, be sure to turn the nut to ensure
that there is no change in bearing preload. Make
sure NOTE: of preload again as instructed in c.
RTW54BSH000901
11. Adjust ring gear backlash.
a. Attach the side bearing to the differential
assembly without shims by using installer 5-
8840-2162-0 and grip 5-8840-0007-0.
425L100010
b. Insert the differential cage assembly with
bearing outer races into the side bearing bores
of the carrier.
4B-30 REAR AXLE
425RS030
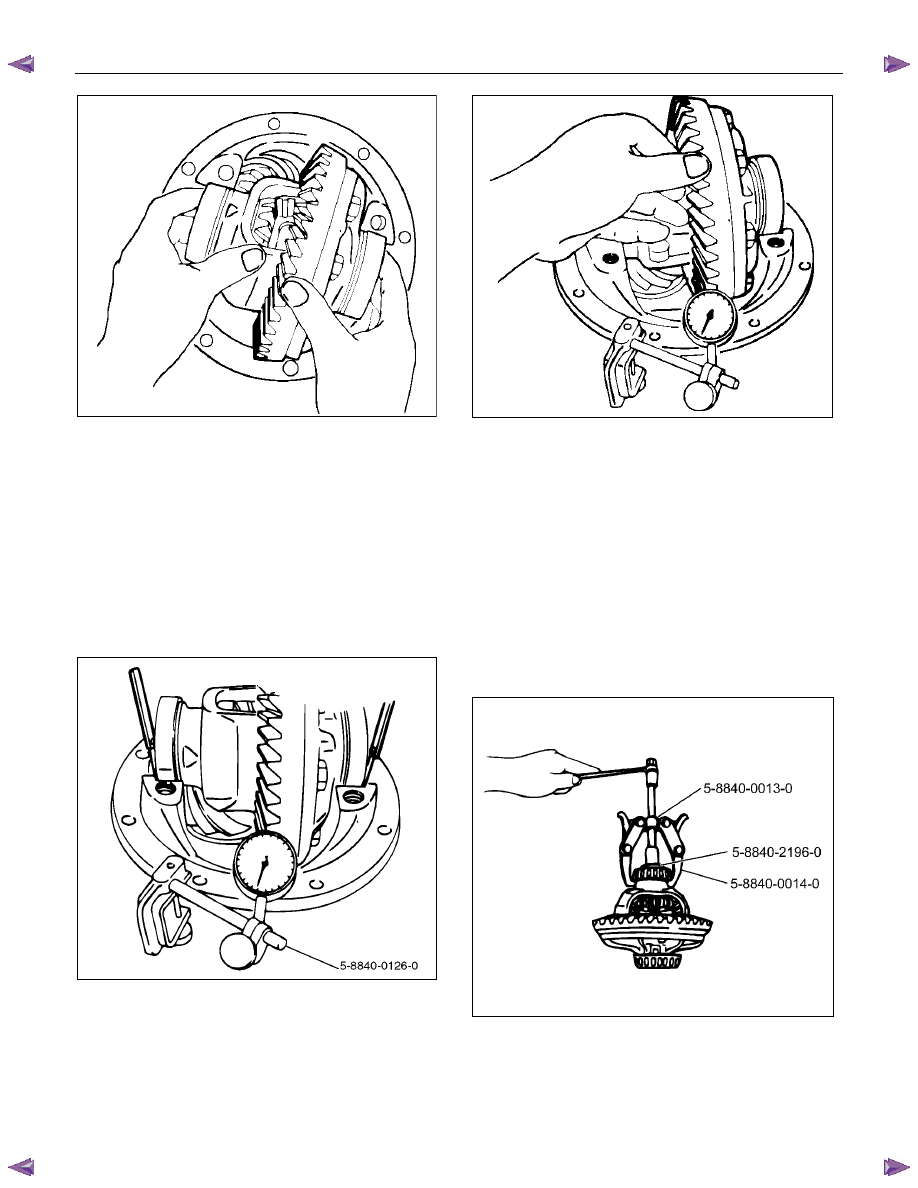
c. Using two sets of feeler gauges, insert a
feeler stock of sufficient thickness between
each bearing outer race and the carrier to
remove all end play. Make certain the feeler
stock is pushed to the bottom of the bearing
bores.
Mount the dial indicator 5-8840-0126-0 on the
carrier so that the indicator stem is at right
angles to a tooth on the ring gear.
425RW049
d. Adjust feeler gauge thickness from side to
side until ring gear backlash is in the specified
range.
Backlash :
φ220mm : 0.15-0.20 mm (0.006-0.008 in)
φ194mm : 0.13-0.18 mm (0.005-0.007 in)
425RS032
With zero end play and correct backlash
established, remove the feeler gauge packs,
determine the thickness of the shims required
and add 0.05 mm (0.002 in) to each shim pack
to provide side bearing preload. Always use
new shims.
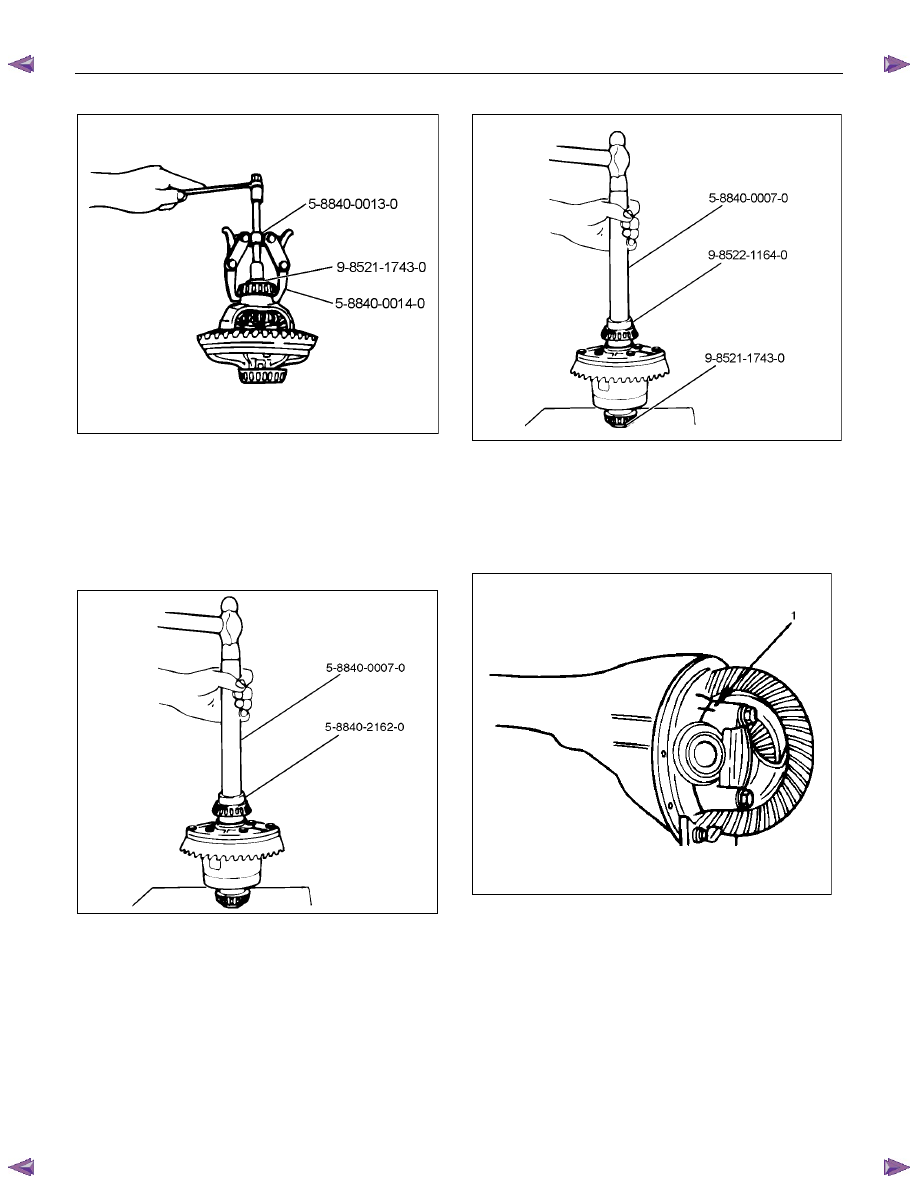
e. Remove side bearing by using remover 5-
8840-0013-0 and 5-8840-0014-0 and adapter
5-8840-2196-0 (
φ220mm) and 9-8521-1743-0
(
φ194mm).
φφφφ220mm
RTW54BSH000101
REAR AXLE 4B-31
φφφφ194mm
RTW54BSH000201
12.
Install the side bearings together with the
selected shims by using installer 5-8840-2162-0
(
φ220mm) and 9-8522-1164-0 (φ194mm), drive
handle 5-8840-0007-0 and pilot 9-8521-1743-0
(
φ194mm).
φφφφ220mm
425L100010
φφφφ194mm
425R300004
13. Install side bearing outer race.
14. Install differential cage assembly.
15. Align the setting marks (1) applied at disassembly
then install the bearing cap.
425RS035
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст