Infiniti FX35 / FX45. Manual — part 705
FFD-30
< SERVICE INFORMATION >
FRONT FINAL DRIVE ASSEMBLY
3.
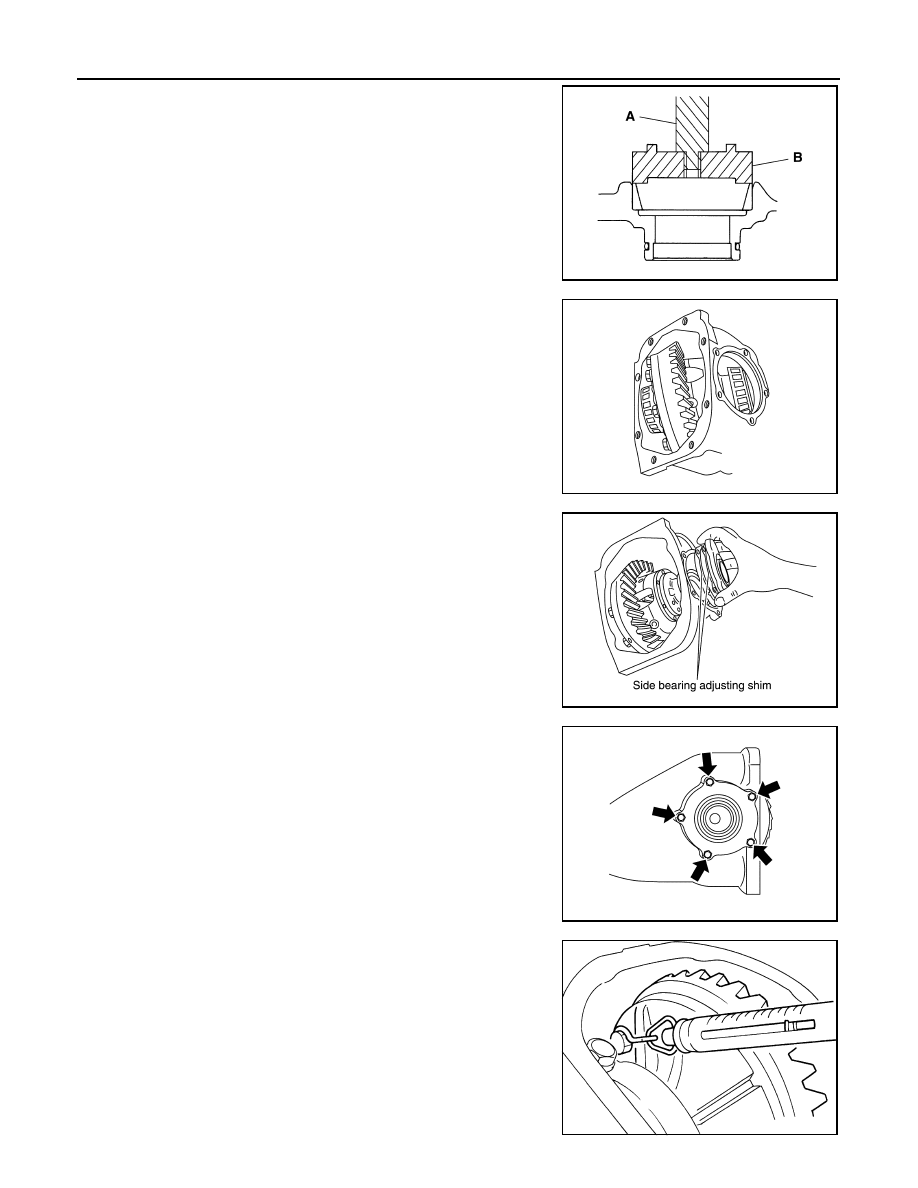
Press-fit side bearing outer race into gear carrier with tool.
CAUTION:
• At first, using a hammer, tap bearing outer race until it
becomes flat to gear carrier.
• Never reuse side bearing outer race.
4.
Place the differential case assembly into gear carrier.
5.
Install side bearing adjusting shim before disassembling or shim
which thickness is the same as the one before disassembling.
6.
Install side retainer assembly to gear carrier.
CAUTION:
Never install O-ring.
7.
Install side retainer mounting bolts to the specified torque. Refer
to "COMPONENTS (VQ35DE MODELS)", "COMPONENTS
(VK45DE MODELS)".
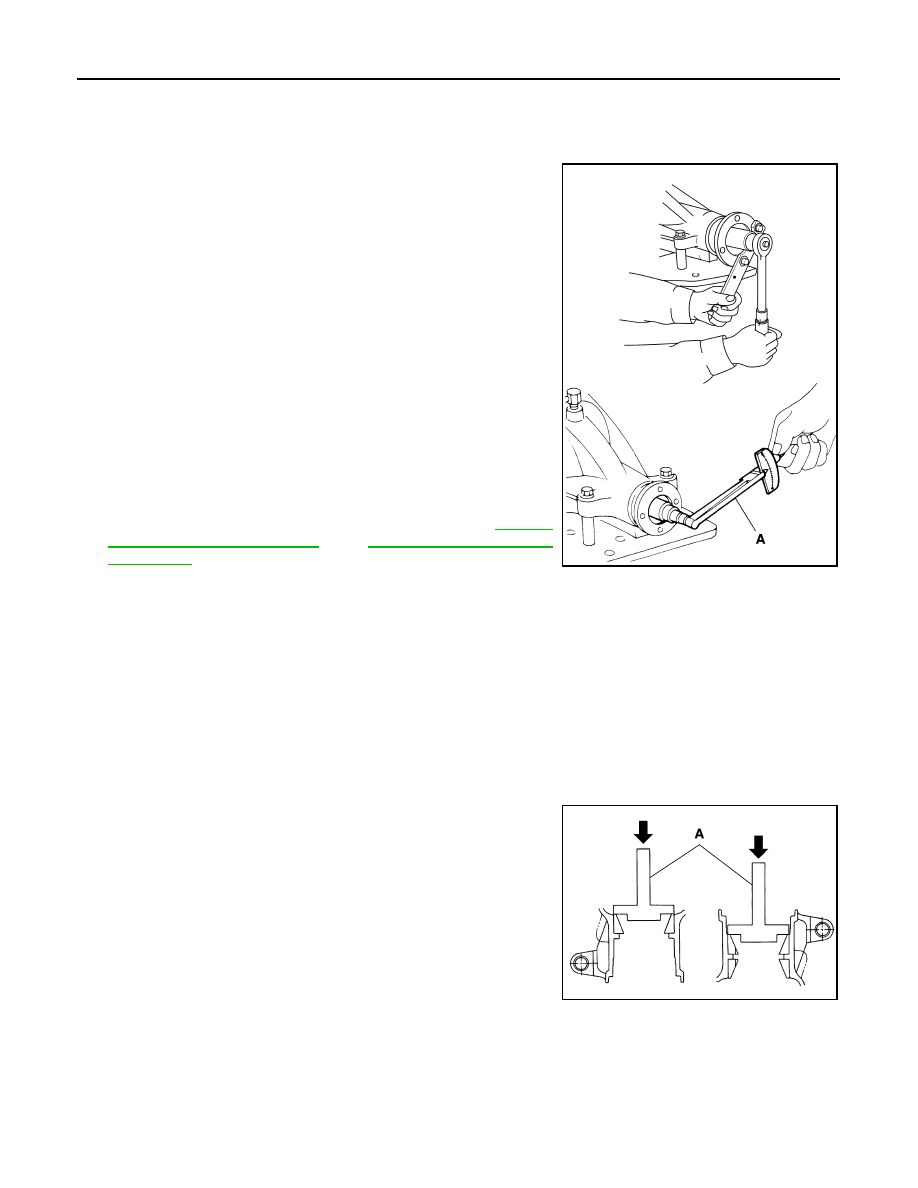
8.
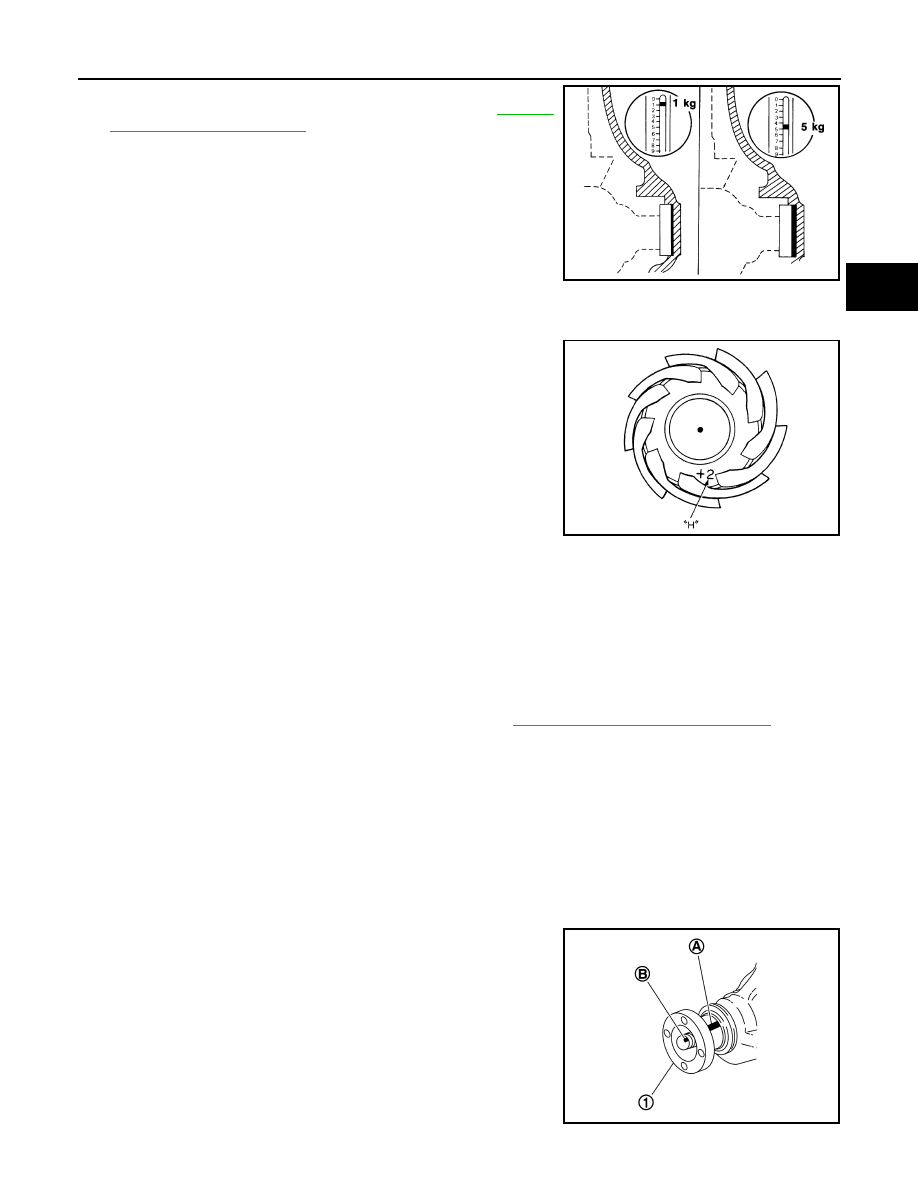
Measure the turning torque of the gear carrier at the drive gear
mounting bolts with a spring gauge.
Tool number
A: ST30611000 (J-25742-1)
B: KV31103000 (J-38982)
PDIA0812J
PDIA0671E
PDIA0678E
PDIA0669E
Tool number
:
—
(J-8129)
Specification:
34.2 - 39.2 N (3.5 - 4.0 kg, 7.7 - 8.8 lb) of pulling force at
the drive gear bolt
SPD194A
FRONT FINAL DRIVE ASSEMBLY
FFD-31
< SERVICE INFORMATION >
C
E
F
G
H
I
J
K
L
M
A
B
FFD
N
O
P
9.
If the turning torque is outside the specification, use a thicker/
thinner side bearing adjusting shim to adjust. Refer to
.
10. Record the total amount of shim thickness required for the cor-
rect carrier side bearing preload.
Pinion Gear Height
If the hypoid gear set has been replaced, select the pinion height adjusting washer.
1.
Use the formula below to calculate pinion height adjusting
washer thickness.
2.
Select the proper pinion height adjusting washer. Refer to
FFD-39, "Inspection and Adjustment"
.
If impossible find the desired thickness of washer, use washer with thickness closest to the calculated
value.
Pinion Bearing Preload
• Assemble the drive pinion parts if they are disassembled. Refer to "Drive Pinion Assembly".
1.
Make sure all parts are clean. Also, make sure the bearings are well lubricated with gear oil.
2.
Install companion flange (1).
NOTE:
When reusing drive pinion, align the matching mark (B) of drive
pinion with the matching mark (A) of companion flange, and then
install companion flange (1).
If the turning torque is less than the specified range:
Decrease the side bearing adjusting shim thickness.
If the turning torque is greater than the specification:
Increase the side bearing adjusting shim thickness.
SPD772
Washer selection equation:
T = T
0
+ (t
1
- t
2
)
T:
Correct washer thickness
T
0
:
Removed washer thickness
t
1
:
Old drive pinion head letter “H
×
0.01”
(“H”: machined tolerance 1/100 mm
×
100)
t
2
:
New drive pinion head letter “H
×
0.01”
(“H”: machined tolerance 1/100 mm
×
100)
Example:
T = 3.21 + [(2
×
0.01) - (-1
×
0.01)] = 3.24
T
0
:
3.21
t
1
:
+2
t
2
:
-1
Example:
Calculated value... T = 3.22 mm
Used washer... T = 3.21 mm
SDIA0249J
PDIA0799J
FFD-32
< SERVICE INFORMATION >
FRONT FINAL DRIVE ASSEMBLY
3.
Temporarily tighten removed drive pinion lock nut to drive pinion.
NOTE:
Use removed drive pinion lock nut only for the preload measurement.
4.
Rotate drive pinion at least 20 times to check for smooth operation of the bearing.
5.
Tighten to drive pinion lock nut, while adjust pinion bearing pre-
load torque.
CAUTION:
• Adjust to the lower limit of the drive pinion lock nut tight-
ening torque first.
• After adjustment, rotate drive pinion back and forth 2 to 3
times to check for unusual noise, rotation malfunction,
and other malfunctions.
6.
If the pinion bearing preload torque is outside the specification,
use a thicker/thinner drive pinion bearing adjusting washer and
drive pinion adjusting washer to adjust. Refer to
.
7.
Remove companion flange, after adjustment.
ASSEMBLY
Drive Pinion Assembly
1.
Install pinion front and rear bearing outer races using drifts.
CAUTION:
• At first, using a hammer, tap bearing outer race until it
becomes flat to gear carrier.
• Never reuse pinion front and rear bearing outer race.
Tool number
A: ST3127S000 (J-25765-A)
Drive pinion lock nut tightening torque:
127.4 - 245.0 N·m (13.0 - 25.0 kg-m, 94 - 181 ft-lb)
Pinion bearing preload:
0.78 - 1.57 N·m (0.08 - 0.16 kg-m, 7 - 13 in-lb)
When the preload torque is large:
Decrease the drive pinion bearing adjusting washer and drive pinion adjusting
washer thickness.
When the preload is small:
Increase the drive pinion bearing adjusting washer and drive pinion adjusting
washer thickness.
PDIA0802J
Tool number
A: ST37820000 (
—
)
PDIA0803J
FRONT FINAL DRIVE ASSEMBLY
FFD-33
< SERVICE INFORMATION >
C
E
F
G
H
I
J
K
L
M
A
B
FFD
N
O
P
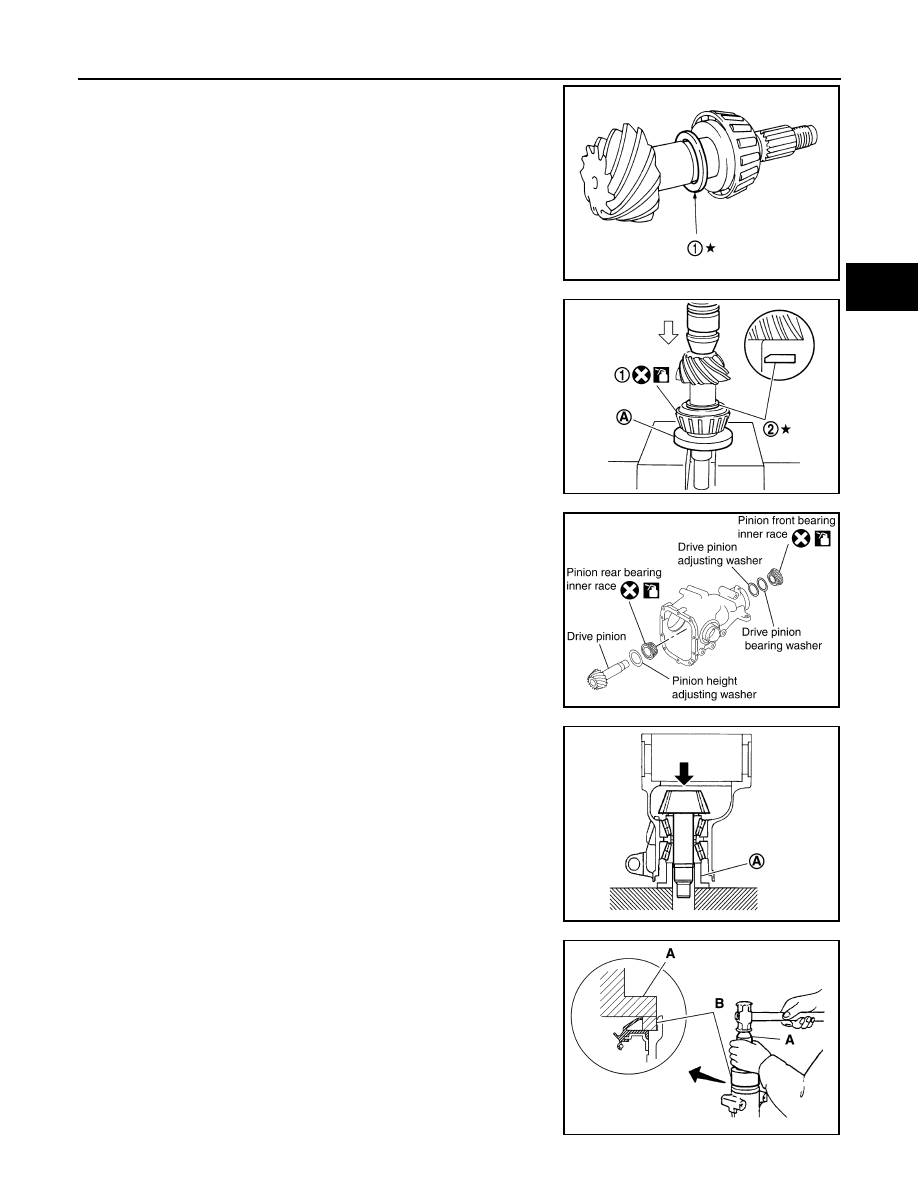
2.
Temporarily install pinion height adjusting washer (1).
When hypoid gear set has been replaced
• Select pinion height adjusting washer. Refer to "Pinion Gear
Height".
When hypoid gear set has been reused
• Temporarily install the removed pinion height adjusting washer
or same thickness washer to drive pinion.
3.
Install selected pinion height adjusting washer (2) to drive pin-
ion. Press pinion rear bearing inner race (1) to it, using drift.
CAUTION:
• Pay attention to the direction of pinion height adjusting
washer. (Assemble as shown in the figure.)
• Never reuse pinion rear bearing inner race.
4.
Temporarily assemble removed drive pinion adjusting washer
and drive pinion bearing adjusting washer or same thickness
them to drive pinion.
5.
Apply gear oil to pinion rear bearing, and assemble drive pinion
into gear carrier.
6.
Apply gear oil to pinion front bearing, and assemble pinion front
bearing inner race to drive pinion assembly.
CAUTION:
Never reuse pinion front bearing inner race.
7.
Using suitable spacer (A), press the pinion front bearing inner
race to drive pinion as far as drive pinion nut can be tightened.
8.
Adjust pinion bearing preload. If necessary, select the appropri-
ate drive pinion adjusting washer and drive pinion bearing
adjusting washer. Refer to "Pinion Bearing Preload".
9.
Using the drifts, install front oil seal as shown in figure.
CAUTION:
• Never reuse oil seal.
• When installing, never incline oil seal.
• Apply multi-purpose grease onto oil seal lips, and gear oil
onto the circumference of oil seal.
PDIA0971E
Tool number
A: ST30032000 (J-26010-01)
PDIA0805J
PDIA0681E
PDIA0807J
Tool number
A: ST33400001 (J-26082)
B: KV38102510 (
—
)
PDIA0808J
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст