HAFEI BRIO. Руководство — часть 72

величину колебания конца штока клапана.
Пункт
Стандартное значение
Предельно
допустимое
значение
Впускной 5,465-5,480
——
Диаметр штока
клапана (мм)
Выпускной 5,440-5,455 ——
Впускной
Внутренний диаметр
направляющей втулки
клапана (мм)
Выпускной
5,500-5,512 ——
Впускной 0,020-0,047
0,07
Допустимый зазор
(мм)
Выпускной 0,045-0,072 0,09
Пункт
Стандартное значение
Предельно
допустимое
значение
Впускной 5,465-5,480
——
Диаметр штока
клапана (мм)
Выпускной 5,440-5,455 ——
Впускной
Внутренний диаметр
направляющей втулки
клапана (мм)
Выпускной
5,500-5,512 ——
Впускной 0,020-0,047
0,07
Допустимый зазор
(мм)
Выпускной 0,045-0,072 0,09
.
Рис. 4-96.

Рис. 4-97.
В направлении, показанном на Рис. 4-97, подвигать конец штока клапана между
положениями (1) и (2), измерить максимальную величину смещения конца клапанного
штока. Если максимальная величина смещения выходит за пределы диапазона
допустимых значений (Таблица 4-9), заменить клапан и направляющую втулку клапана.
Таблица 4-9
Выпускного 0,14
Предельно допустимая величина смещения конца штока клапана
(мм)
Впускного 0,18
Клапан.
1). Очистить клапан от нагара.
2). Проверить уплотнение клапана и клапанный шток на предмет износа, наличия вмятин
и деформации. При необходимости заменить.
3). Как показано на Рис. 4-98, измерить толщину головки клапана. Если фактическая
толщина выходит за пределы диапазона допустимых значений, заменить клапан на новый.
4). Как показано на Рис. 4-99, проверить поверхность конца клапанного штока на предмет
наличия вмятин и износа. В случае обнаружения вмятин и следов повышенного износа
допускается притирка штока клапана. Но допустимый ремонтный зазор в этом случае не
может превышать угла отклонения клапанного штока. Если размер притирки достигает
величины указанного угла, клапан необходимо заменить.
5) Ширина контактной поверхности клапана, смотри Рис. 4-100.
В общем говоря, каждый клапан имеет контактную поверхность клапанной головки,
которая постоянно ударяется о клапанное седло, образуя симметричную зону закрывания.
Зона закрывания должна быть непрерывной, а ее ширина должна находиться в пределах
заданного диапазона.
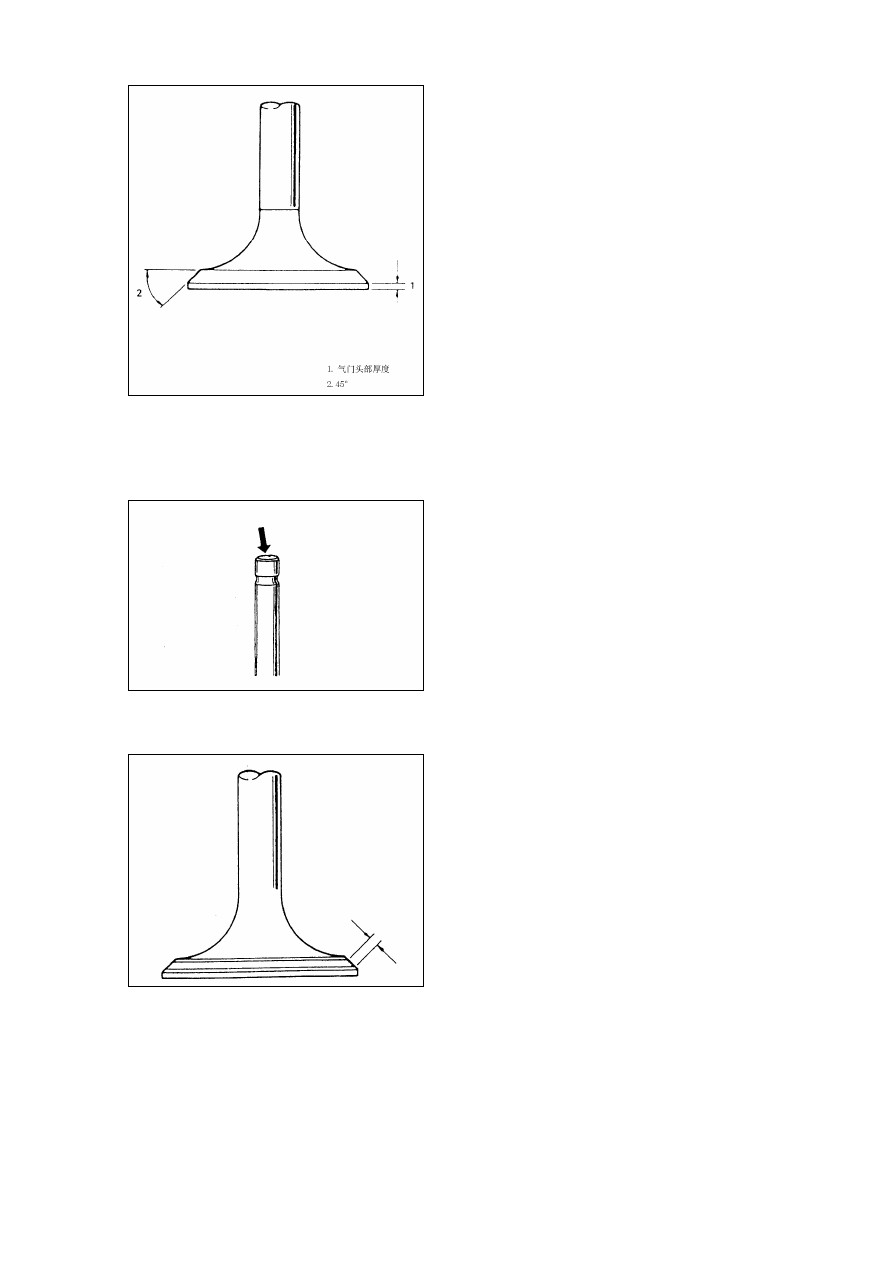
Рис. 4-98.
1. Толщина клапанной головки. 2. 45°.
Рис. 4-99.
Рис. 4-100.

Рис. 4-101.
Ремонт клапанного седла.
Если поверхность контактной зоны между клапаном и клапанным седлом не
симметричная, или площадь поверхности закрывания выходит за пределы диапазона
допустимых значений, необходимо отшлифовать или обточить поверхность с
последующей полировкой.
1). Гнездо выпускного клапана.
Как показано на Рис. 4-101, обточить клапанное седло с помощью двух шлифовальных
приспособлений два раза. Угол обточки клапанного седла с помощью инструмента №1
составляет 15°, с помощью инструмента №2 - 45°.
После обработки гнезда клапана инструментом №2 ширина гнезда клапана должна
совпадать с шириной зоны закрывания.
Ширина поверхности зоны закрывания выпускного клапана: 1,57-1,97mm.
2). Гнездо впускного клапана ремонтируется в последовательности, аналогичной ремонту
гнезда выпускного клапана, как показано на Рис. 4-102. Но угол первой обточки
составляет 30°.
Ширина поверхности зоны закрывания впускного клапана: 1,57-1,97mm.
Рис. 4-102.
1. Клапанное седло. 2. 45° 3. Впускной клапан: 30°. Выпускной клапан: 15°.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст