Infiniti EX35. Manual — part 732
CYLINDER BLOCK
EM-127
< DISASSEMBLY AND ASSEMBLY >
C
D
E
F
G
H
I
J
K
L
M
A
EM
N
P
O
Factory installed parts grading:
• Service parts apply only to grade “0”.
Unit: mm (in)
*: After installing in connecting rod
CYLINDER BLOCK DISTORTION
• Using a scraper, remove gasket on the cylinder block surface, and also remove engine oil, scale, carbon, or
other contamination.
CAUTION:
Be careful not to allow gasket flakes to enter engine oil or engine coolant passages.
• Measure the distortion on the cylinder block upper face at some
different points in six directions (C, D, E, F, G, and H) with a
straightedge (A) and a feeler gauge (B).
• If it exceeds the limit, replace cylinder block.
MAIN BEARING HOUSING INNER DIAMETER
• Install lower cylinder block (2) without installing main bearings, and
tighten lower cylinder block bolts to the specified torque. Refer to
EM-115, "Disassembly and Assembly"
for the tightening proce-
dure.
• Measure the inner diameter of main bearing housing with a bore
gauge.
• If out of the standard, replace cylinder block (1) and lower cylinder
block as assembly.
NOTE:
Cylinder block cannot be replaced as a single part, because it is
machined together with lower cylinder block.
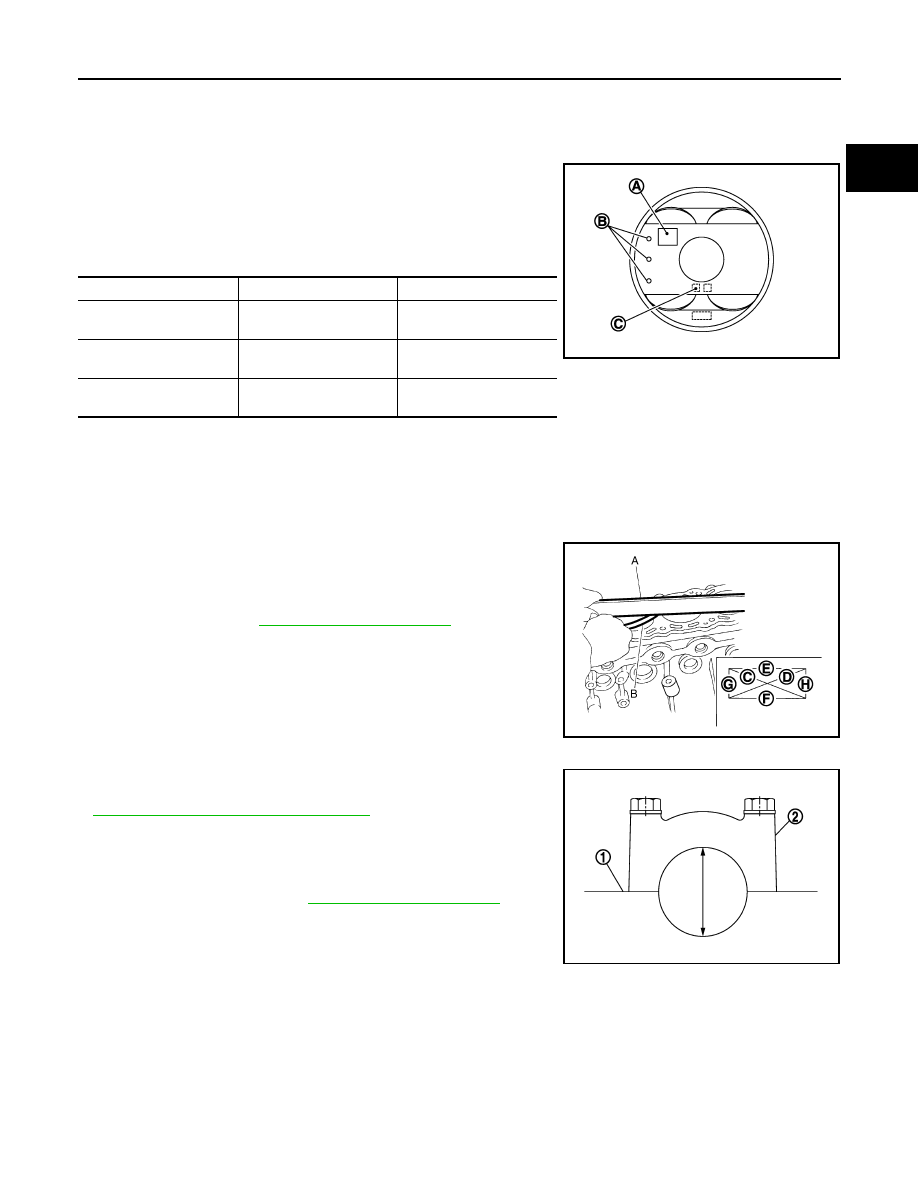
PISTON TO CYLINDER BORE CLEARANCE
Cylinder Bore inner Diameter
H
: Front mark
I
: Management code
A
: Piston grade number
B
: Front mark
C
: Piston pin grade number
Grade
0
1
Connecting rod bushing
inner diameter *
22.000 - 22.006
(0.8661 - 0.8664)
22.006 - 22.012
(0.8664 - 0.8666)
Piston pin hole diameter
21.993 - 21.999
(0.8659 - 0.8661)
21.999 - 22. 005
(0.8661 - 0.8663)
Piston pin outer diameter
21.989 - 21.995
(0.8657 - 0.8659)
21.995 - 22.001
(0.8659 - 0.8662)
JPBIA0267ZZ
Limit
: Refer to
JPBIA0224ZZ
Standard
: Refer to
.
JPBIA0225ZZ

EM-128
< DISASSEMBLY AND ASSEMBLY >
CYLINDER BLOCK
• Using a bore gauge, measure cylinder bore for wear, out-of-round
and taper at six different points on each cylinder. [(A) and (B) direc-
tions at (C), (D) and (E)] is in longitudinal direction of engine.
• If the measured value exceeds the limit, or if there are scratches
and/or seizure on the cylinder inner wall, hone or rebore the inner
wall.
• Oversize piston is provided. When using oversize piston, rebore
cylinder so that the clearance of the piston to cylinder bore satis-
fies the standard.
CAUTION:
When using oversize piston, use oversize pistons for all cylin-
ders with oversize piston rings.
Piston Skirt Diameter
Measure the outer diameter of piston skirt with a micrometer (A).
Piston-to-Cylinder Bore Clearance
Calculate by piston skirt diameter and cylinder bore inner diameter [direction (B), position (D)].
(Clearance) = (Cylinder bore inner diameter) – (Piston skirt diameter).
• If the calculated value exceeds the limit, replace piston and piston pin assembly. Refer to
Re-boring Cylinder Bore
1.
Cylinder bore size is determined by adding piston to cylinder bore clearance to piston skirt diameter.
2.
Install lower cylinder block, and tighten to the specified torque. Otherwise, cylinder bores may be distorted
in final assembly.
3.
Cut cylinder bores.
f
: 10 mm (0.39 in)
g
: 60 mm (2.36 in)
h
: 125 mm (4.92 in)
Standard and limit
: Refer to
JPBIA0226ZZ
Oversize (O/S)
: 0.2 mm (0.008 in)
SEM843E
Measure point
: Refer to
.
Standard
JPBIA0227ZZ
Standard and limit
: Refer to
.
Re-bored size calculation: D = A + B – C
where,
A: Piston skirt diameter as measured
B: Piston to cylinder bore clearance (standard value)
C: Honing allowance 0.02 mm (0.0008 in)
D: Bored diameter

CYLINDER BLOCK
EM-129
< DISASSEMBLY AND ASSEMBLY >
C
D
E
F
G
H
I
J
K
L
M
A
EM
N
P
O
NOTE:
• When any cylinder needs boring, all other cylinders must also be bored.
• Do not cut too much out of cylinder bore at a time. Cut only 0.05 mm (0.0020 in) or so in diameter at a
time.
4.
Hone cylinders to obtain the specified piston to cylinder bore clearance.
5.
Measure finished cylinder bore for the out-of-round and taper.
NOTE:
Measurement should be done after cylinder bore cools down.
CRANKSHAFT MAIN JOURNAL DIAMETER
• Measure the outer diameter of crankshaft main journals with a micrometer.
• If out of the standard, measure the main bearing oil clearance. Then use undersize bearing. Refer to
CRANKSHAFT PIN JOURNAL DIAMETER
• Measure the outer diameter of crankshaft pin journal with a
micrometer (A).
• If out of the standard, measure the connecting rod bearing oil
clearance. Then use undersize bearing. Refer to
.
CRANKSHAFT OUT-OF-ROUND AND TAPER
• Measure the dimensions at four different points as shown in the
figure on each main journal and pin journal with a micrometer.
• Out-of-round is indicated by the difference in the dimensions
between (d) and (c) at (a) and (b).
• Taper is indicated by the difference in the dimensions between.
• If the measured value exceeds the limit, correct or replace crank-
shaft.
• If corrected, measure the bearing oil clearance of the corrected
main journal and/or pin journal. Then select the main bearing and/
or connecting rod bearing. Refer to
and/
EM-134, "Connecting Rod Bearing"
.
CRANKSHAFT RUNOUT
• Place V-block on precise flat table, and support the journals on the
both end of crankshaft.
• Place a dial indicator straight up on the No. 3 journal.
• While rotating crankshaft, read the movement of the pointer on a
dial indicator. (Total indicator reading)
• If it exceeds the limit, replace crankshaft.
CONNECTING ROD BEARING OIL CLEARANCE
Method by Calculation
Standard
: Refer to
.
Standard
: Refer to
JPBIA0228ZZ
Limit
: Refer to
.
JPBIA0229ZZ
Standard and limit
: Refer to
.
SEM346D
EM-130
< DISASSEMBLY AND ASSEMBLY >
CYLINDER BLOCK
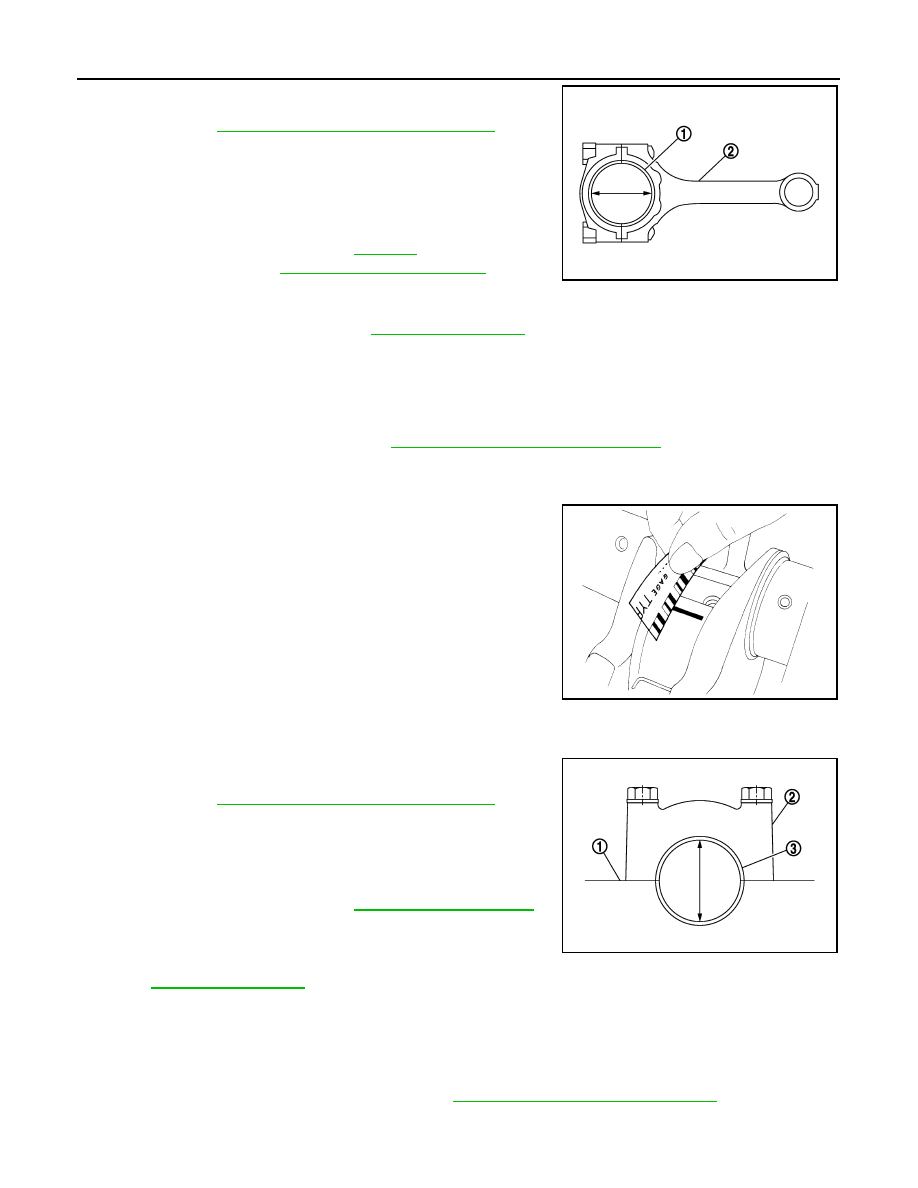
• Install connecting rod bearings (1) to connecting rod (2) and con-
necting rod cap, and tighten connecting rod bolts to the specified
torque. Refer to
EM-115, "Disassembly and Assembly"
for the
tightening procedure.
• Measure the inner diameter of connecting rod bearing with an
inside micrometer.
(Oil clearance) = (Connecting rod bearing inner diameter) – (Crank-
shaft pin journal diameter)
• If the calculated value exceeds the limit, select proper connecting
rod bearing according to connecting rod big end diameter and crankshaft pin journal diameter to obtain the
specified bearing oil clearance. Refer to
Method of Using Plastigage
• Remove oil and dust on crankshaft pin journal and the surfaces of each bearing completely.
• Cut a plastigage slightly shorter than the bearing width, and place it in crankshaft axial direction, avoiding oil
holes.
• Install connecting rod bearings to connecting rod and connecting rod bearing cap, and tighten connecting
rod bolts to the specified torque. Refer to
EM-115, "Disassembly and Assembly"
dure.
CAUTION:
Never rotate crankshaft.
• Remove connecting rod bearing cap and bearings, and using the
scale on the plastigage bag, measure the plastigage width.
NOTE:
The procedure when the measured value exceeds the limit is
same as that described in the “Method by Calculation”.
MAIN BEARING OIL CLEARANCE
Method by Calculation
• Install main bearings (3) to cylinder block (1) and lower cylinder
block (2), and tighten lower cylinder block bolts to the specified
torque. Refer to
EM-115, "Disassembly and Assembly"
for the
tightening procedure.
• Measure the inner diameter of main bearing with a bore gauge.
(Oil clearance) = (Main bearing inner diameter) – (Crankshaft main
journal diameter)
• If the calculated value exceeds the limit, select proper main bear-
ing according to main bearing inner diameter and crankshaft main
journal diameter to obtain the specified bearing oil clearance.
Refer to
Method of Using Plastigage
• Remove engine oil and dust on crankshaft journal and the surfaces of each bearing completely.
• Cut a plastigage slightly shorter than the bearing width, and place it in crankshaft axial direction, avoiding oil
holes.
• Install main bearing to cylinder block and lower cylinder block, and tighten lower cylinder block bolts with
lower cylinder block to the specified torque. Refer to
EM-115, "Disassembly and Assembly"
for the tightening
procedure.
CAUTION:
Standard and limit
: Refer to
.
JPBIA0230ZZ
JPBIA0231ZZ
Standard and limit
: Refer to
.
JPBIA0232ZZ
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст