SsangYong Korando II (1996-2006 year). Manual — part 145
OM600 ENGINE MECHANICAL 1B3 -- 29
DAEWOO MY_2000
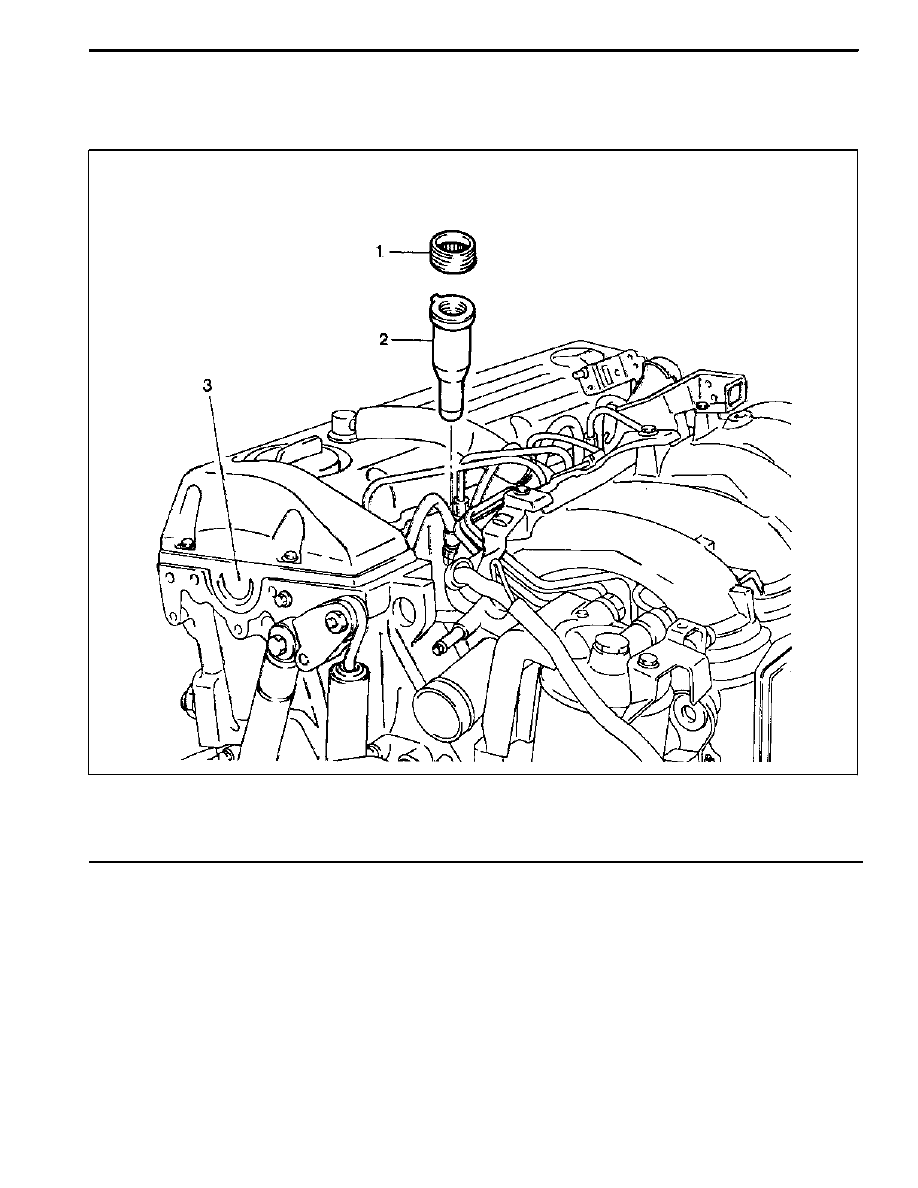
PRECHAMBER
Preceding Work :
Removal of glow plug
Removal of fuel injection nozzle
1 Threaded Ring
130 N∙m (96 lb-ft)
. . . . . . . . . . .
2 Prechamber
3 Cylinder Head
1B3 -- 30 OM600 ENGINE MECHANICAL
DAEWOO MY_2000
Tools Required
603 589 00 09 00 Serration Wrench
667 589 03 63 00 Sliding Hammer
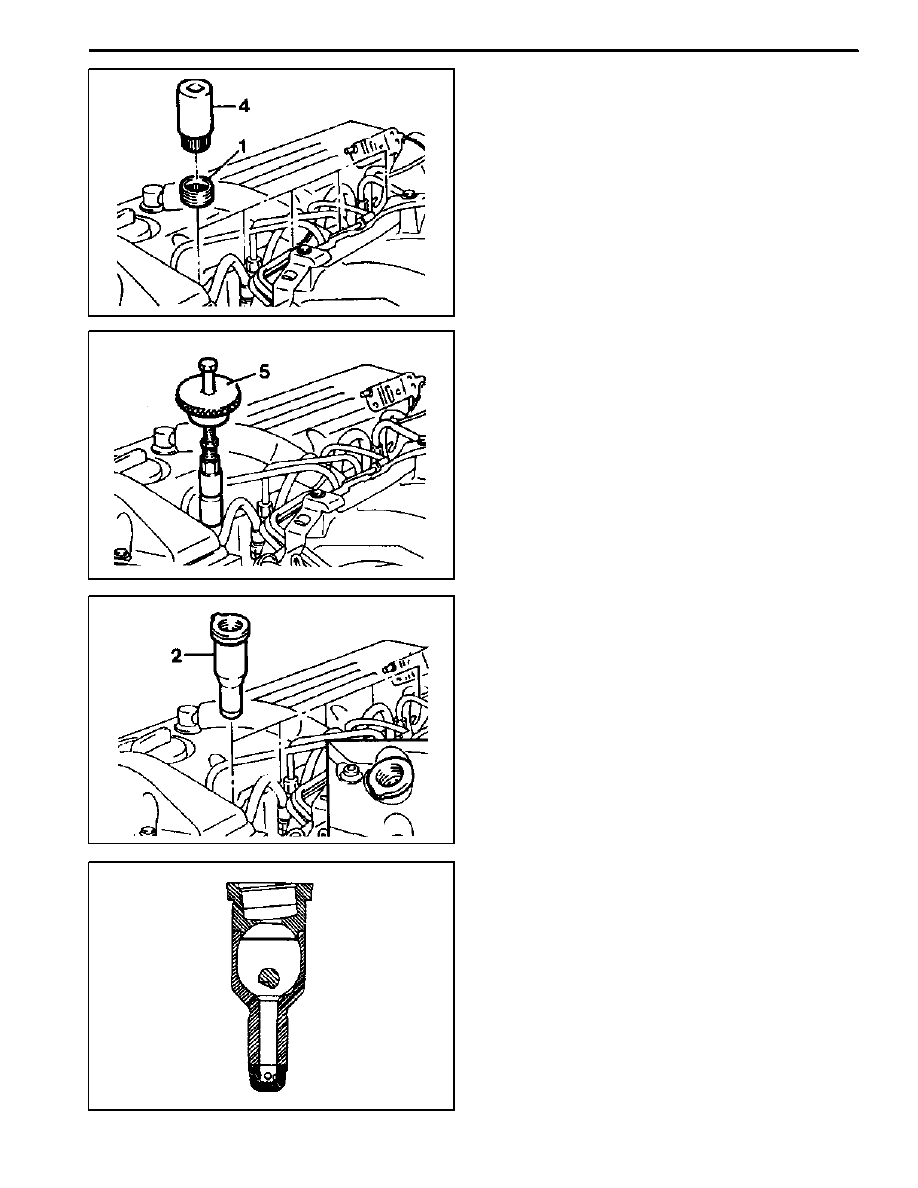
Removal & Installation Procedure
1. Using the serration wrench (4), remove the threaded
ring (1).
Serration Wrench 603 589 00 09 00
2. Install the sliding hammer into the prechamber.
Sliding Hammer 667 589 03 63 00
3. Remove the perchamber (2).
Notice
After removing the prechamber, cover over the
bores with clean rag.
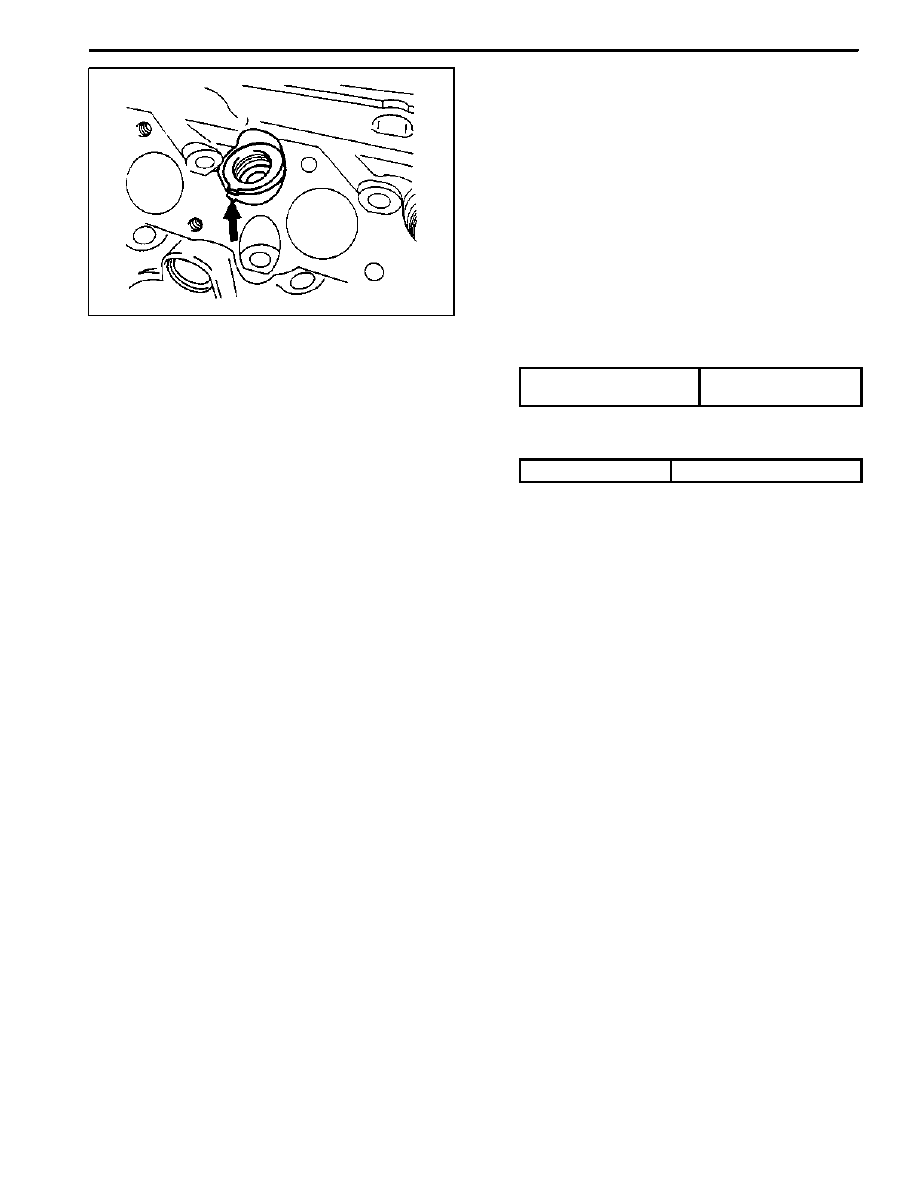
4. Inspect the prechamber.
Notice
If the prechamber seats in the cylinder head are
leaking or if the prechambers are replaced, the seal-
ing surfaces in the cylinder head must be rema-
chined.
OM600 ENGINE MECHANICAL 1B3 -- 31
DAEWOO MY_2000
Assembly Procedure
Notice
In case the prechambers are reused, inspect the
prechambers thoroughly, if the ball pin by heat and
fire is broken, it can not be used.
1. Clean the sealing surface of the prechamber.
2. Insert the prechamber into the cylinder head at the
same time aligning the cam on the collar of the pre-
chambers with the slots in the cylinder head.
Notice
If the spacer rings are fitted to the prechambers, the
spacer rings should be replaced with rings of the
same thickness.
Thickness of Spacer
Ring
0.3, 0.6, 1.0 mm
3. Coat the threaded ring with oil and assemble the
ring by using the serration wrench.
Tightening Torque
130 N∙m (96 lb-ft)

1B3 -- 32 OM600 ENGINE MECHANICAL
DAEWOO MY_2000
MILLING OF PRECHAMBER SEALING SURFACE
1 Drift
2 Sleeve
3 Milling Cutter
4 Counter Sink (Special Tool -- 601 589 00 66)
5 Cylinder Head
Tools Required
601 589 00 66 00 Counter Sink
667 589 00 23 00 Height Gauge
Milling of the Prechamber Sealing Surface
Notice
The prechamber sealing surface may only be rema-
chined once with the cylinder head fitted. It is essen-
tial to adhere to the specified projection ’C’ of the
prechamber of 7.6 -- 8.1mm.
This ensures that the required clearance exists be-
tween prechamber and piston crown with the piston
in TDC. For this reason, spacer rings should be in-
serted on remachined sealing surfaces.
Thickness of spacers
0.3, 0.6, 1.0 mm
If a spacer ring is already fitted, or a marking is
made on the cylinder head, the cylinder head must
be removed and size ’C’ measured if further rema-
chining is necessary on a prechamber sealing sur-
face.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст