Engine Iveco C10/C13/C78/Cursor 13/Cursor 78. Manual — part 65
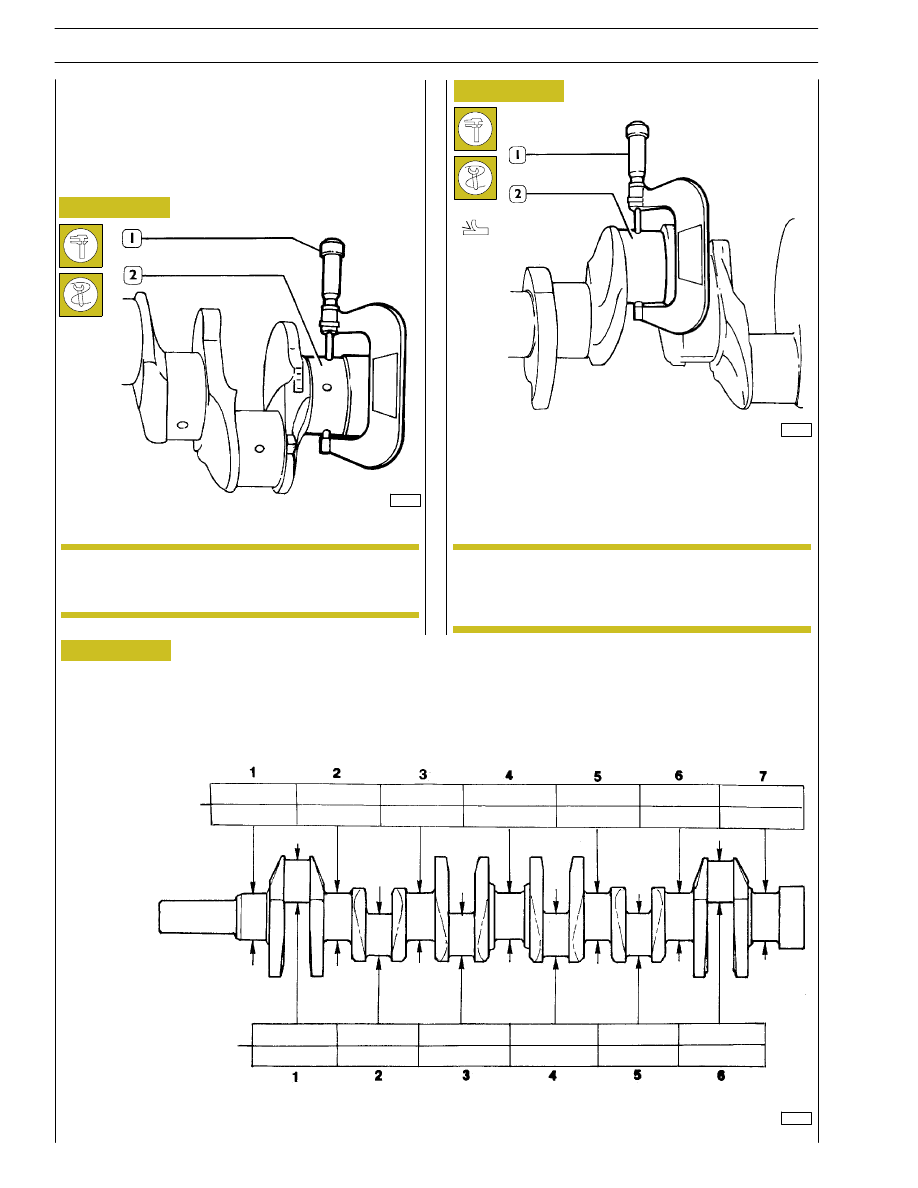
MEASURING CRANK PINS
During grinding, pay attention to journal and crank pins values
specified in Figure 19 and Figure 20.
47536
Figure 21
Figure 22
MEASURING THE MAIN JOURNALS
Measuring the main journals and crankpins
Before grinding the crank pins using a micrometer (1),
measure the main journals and the crank pins (2) and decide,
on the basis of the undersizing of the bearings, the final
diameter to which the pins are to be ground.
The undersize classes are 0.127 - 0.254 - 0.508 mm.
It is advisable to enter the values found in a table
(Figure 22).
All journals and crank pins must also be ground to
the same undersizing class, in order to avoid any
alteration to shaft balance.
Figure 23
Fill in this table with the measurements of the main journals and the crank pins.
MAIN JOURNALS
36061
∅ MIN.
∅ MAX.
∅ MIN.
∅ MAX.
CRANK PINS
47535
NOTE
NOTE
18
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS
Preliminary measurement of main and big end bearing shell selection data
For each of the journals of the crankshaft, it is necessary to carry out the following operations:
MAIN JOURNALS:
- Determine the class of diameter of the seat in the
crankcase.
- Determine the class of diameter of the main journal.
- Select the class of the bearing shells to mount.
CRANKPINS:
- Determine the class of diameter of the seat in the
connecting rod.
- Determine the class of diameter of the crankpin.
- Select the class of the bearing shells to mount.
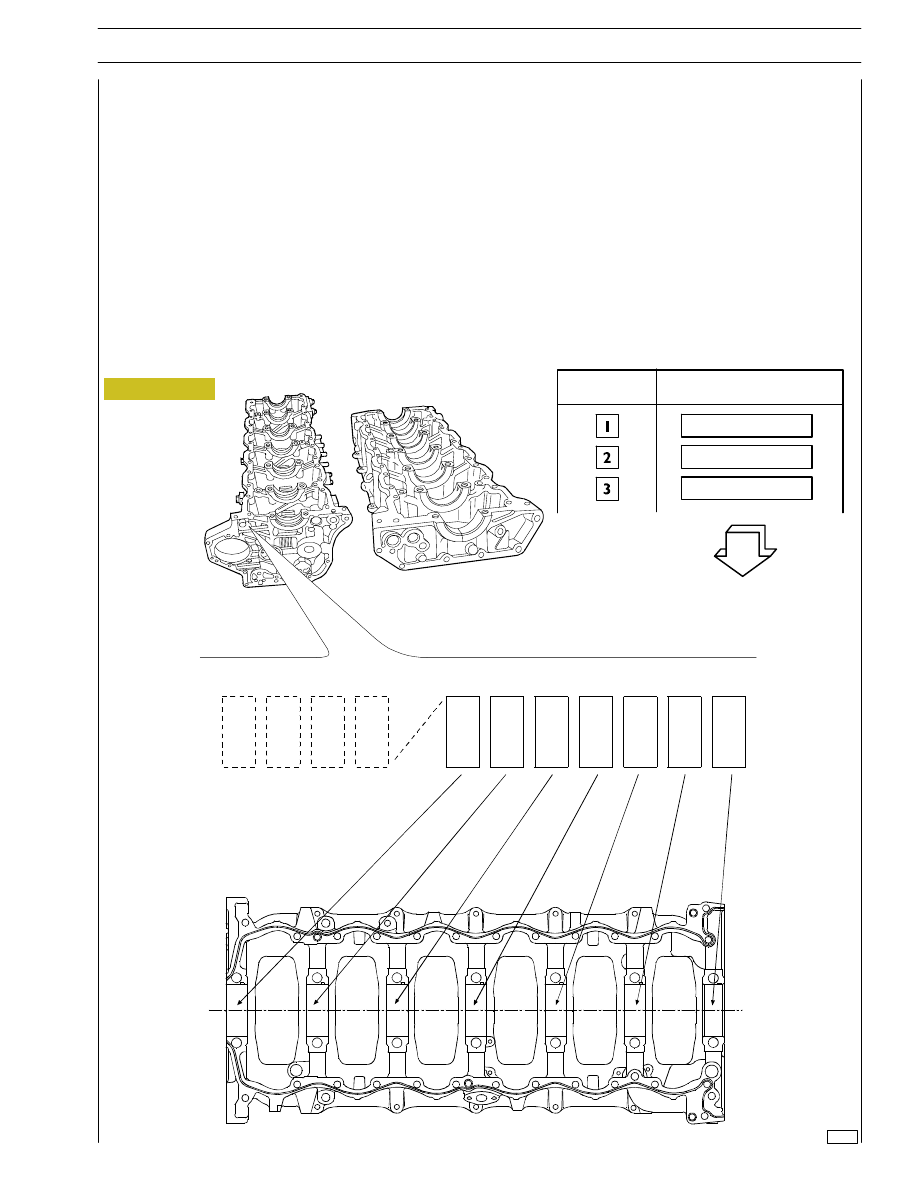
DEFINING THE CLASS OF DIAMETER OF THE SEATS FOR BEARING SHELLS ON THE CRANKCASE
On the front of the crankcase, two sets of numbers are marked in the position shown (Figure 24 at top).
- The first set of digits (four) is the coupling number of the crankcase with its base.
- The following seven digits, taken singly, are the class of diameter of each of the seats referred to (Figure 24 at bottom).
- Each of these digits may be 1, 2 or 3.
47535
99.000 to 99.009
99.010 to 99.019
99.020 to 99.030
Figure 24
CLASS
MAIN BEARING HOUSING
NOMINAL DIAMETER
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS
19
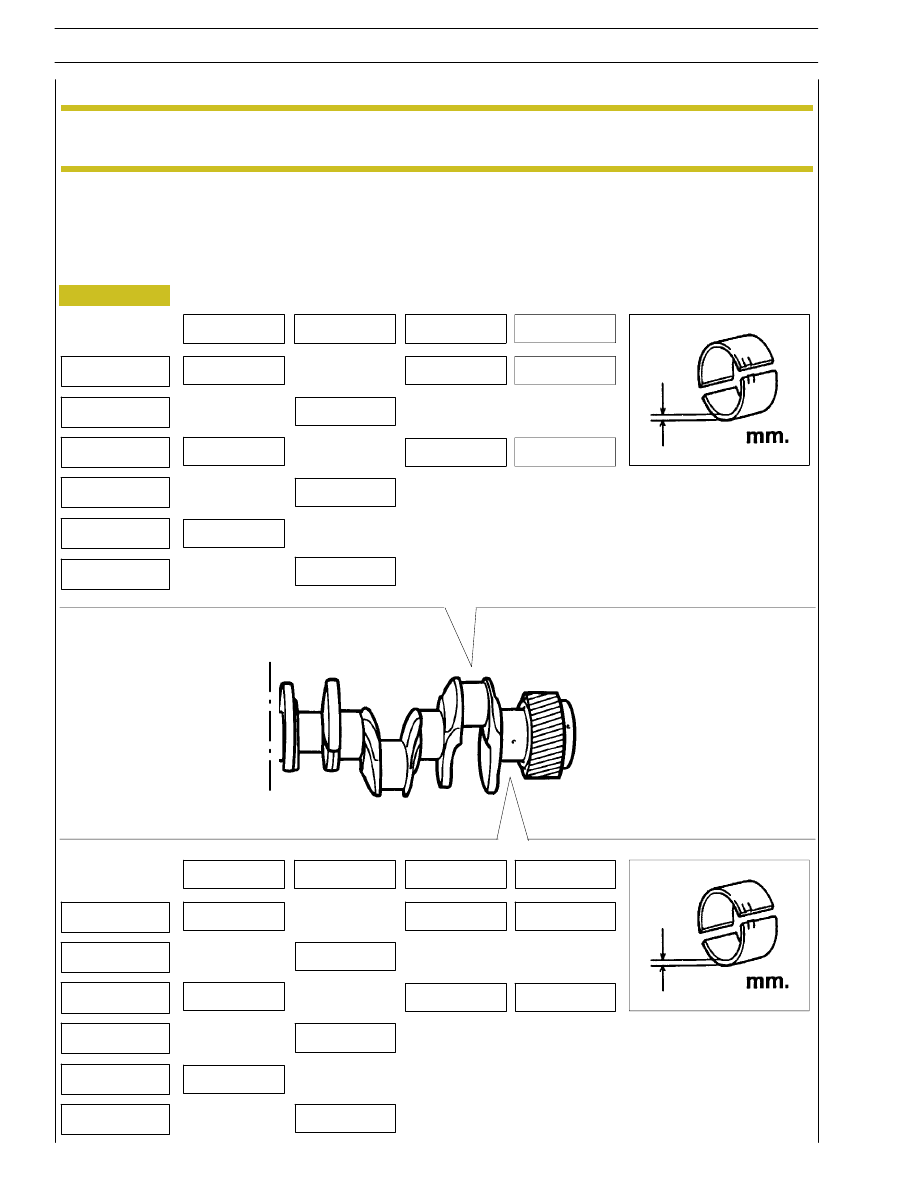
To obtain the required assembly clearances, the main and big end bearing shells need to be selected as described
hereunder.
This operation makes it possible to identify the most suitable bearing shells for each of the journals (the bearing shells, if necessary,
can have different classes from one journal to another).
red
red/black
green
green/black
STD
1.970 to 1.980
1.981 to 1.990
+0.127
2.033 to 2.043
2.044 to 2.053
+0.254
2.097 to 2.107
2.108 to 2.117
+0.508
2.224 to 2.234
2.235 to 2.244
Depending on the thickness, the bearing shells are selected
in classes of tolerance marked by a coloured sign (red-green
— red/black — green/black).
The following tables give the specifications of the main and
big end bearing shells available as spares in the standard sizes
(STD) and in the permissible oversizes (+0.127, +0.254,
+0.508).
* Fitted in production only and not supplied as spares
Figure 25
yellow*
yellow/black*
1.991 to 2.000
red
red/black
green
green/black
STD
2.965 to 2.974
2.975 to 2.984
+0.127
3.028 to 3.037
3.038 to 3.047
+0.254
2.097 to 2.107
2.108 to 2.117
+0.508
2.224 to 2.234
2.235 to 2.244
yellow*
yellow/black*
2.985 to 2.995
2.054 to 2.063
3.048 to 3.058
Selecting the main and big end bearing shells
NOTE
20
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS
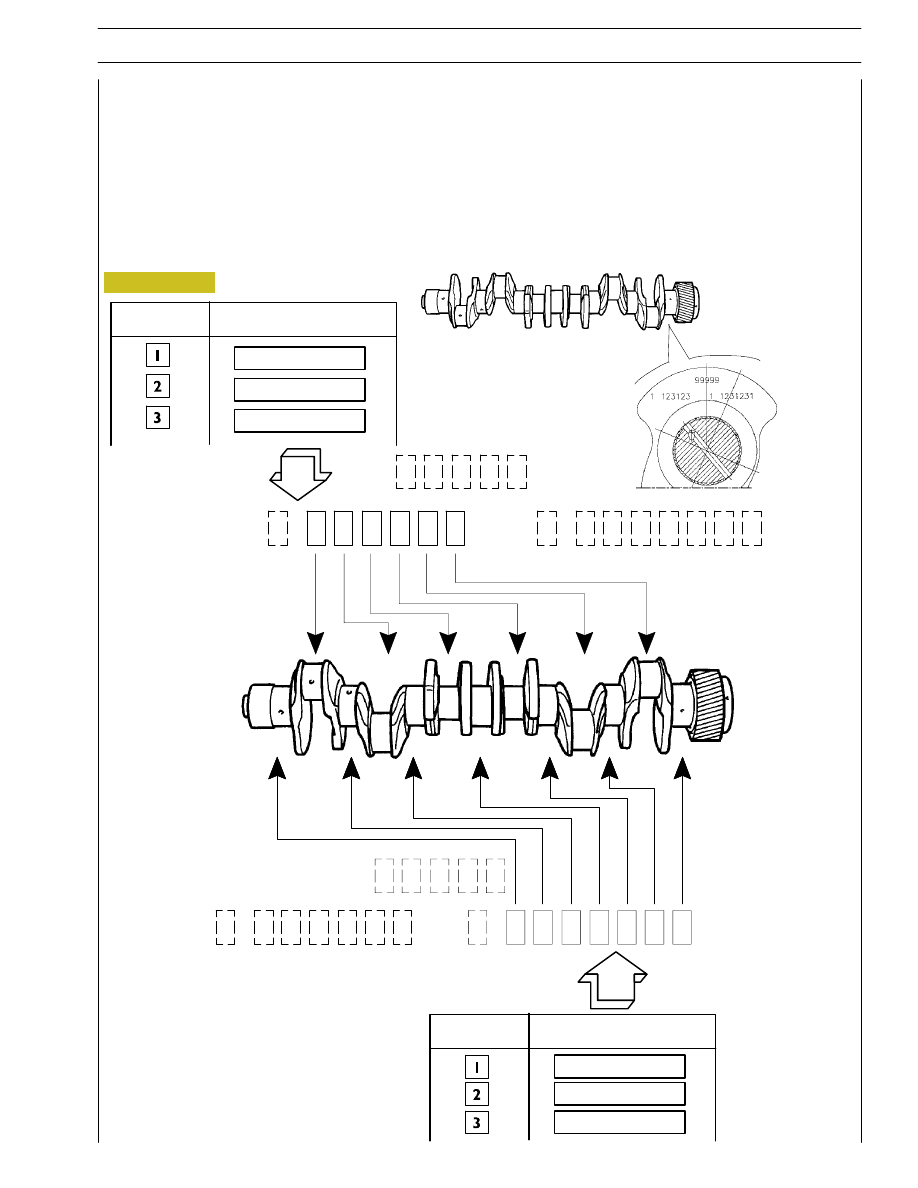
DEFINING THE CLASS OF DIAMETER OF THE MAIN JOURNALS AND CRANKPINS (Journals with nominal diameter)
Main journals and crankpins: determining the class of diameter of the journals.
Three sets of numbers are marked on the crankshaft in the position shown by the arrow (Figure 26 at top):
- The first number, of five digits, is the part number of the shaft.
- Under this number, on the left, a set of six digits refers to the crankpins and is preceded by a single digit showing the status
of the journals (1 = STD, 2 = -0.127), the other six digits, taken singly, give the class of diameter of each of the crankpins
they refer to (Figure 26 at top).
- The set of seven digits, on the right, refers to the main journals and is preceded by a single digit: the single digit shows the
status of the journals (1 = STD, 2 = -0.127), the other seven digits, taken singly, give the class of diameter of each of the
main journals they refer to (Figure 26 at bottom).
Figure 26
82.970 to 82.979
82.980 to 82.989
82.990 to 83.000
CLASS
CRANKPIN
NOMINAL DIAMETER
92.970 to 92.979
92.980 to 92.989
92.990 to 93.000
CLASS
MAIN JOURNALS
NOMINAL DIAMETER
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS
21
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст