Infiniti FX35, FX50 (S51). Manual — part 287

BRM-26
< REMOVAL AND INSTALLATION >
BODY ALIGNMENT
Rear Body
INFOID:0000000005248957
Measurement
Dimensions marked with
″
*
″
indicate symmetrically identical dimensions on both the right and left hand of the
vehicle.
Measurement Points
C, c
Front pillar joggle
T
Rear seat crossmember reinforcement hole cen-
ter of center positioning mark
φ
5 (0.20)
D, d, E, e, F, f,
G, g
Front pillar indent
U, u, V, v, W,
w, X, x
Door hinge installing hole center
U, u, V, v, X, x:
φ
12 (0.47)
W, w:
φ
9 (0.35)
H, h, J, j, K, k,
M, m, N, n, O,
o
Center pillar indent
Point
Material
Point
Material
Unit: mm (in)
JSKIA0667GB

BODY ALIGNMENT
BRM-27
< REMOVAL AND INSTALLATION >
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
: Vehicle front
JSKIA0668ZZ
Point
Material
Point
Material
A
Roof indent of center positioning mark
D, d
Lower back pillar main joggle
B, b, C, c
Upper back pillar main joggle
E
Upper rear panel flange end of center positioning
mark
BRM-28
< REMOVAL AND INSTALLATION >
REPAIRING HIGH STRENGTH STEEL
REPAIRING HIGH STRENGTH STEEL
High Strength Steel (HSS)
INFOID:0000000005248958
High strength steel is used for body panels in order to reduce vehicle weight.
Accordingly, precautions in repairing automotive bodies made of high strength steel are described below:
Read the following precautions when repairing HSS:
1.
Additional points to consider
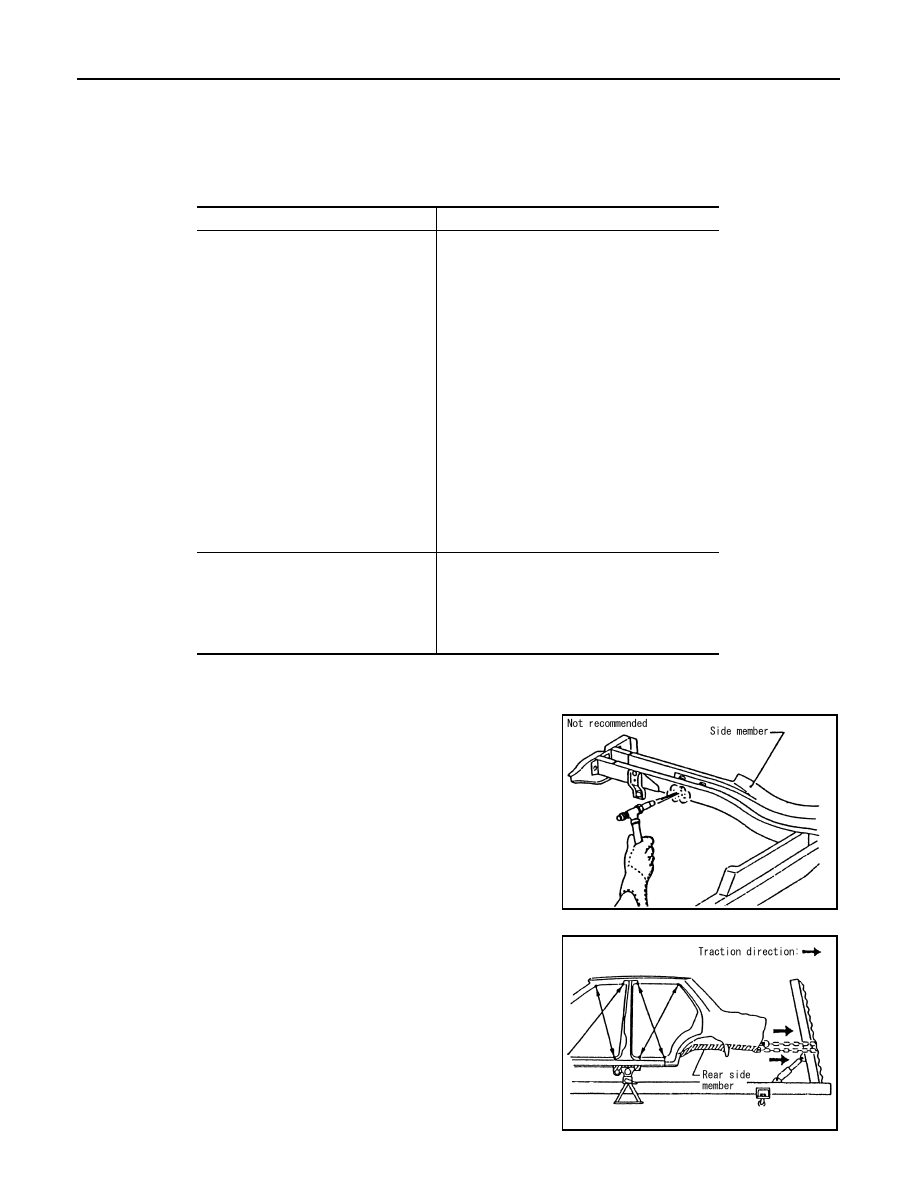
• The repair of reinforcements (such as side members) by heat-
ing is not recommended since it may weaken the component.
When heating is unavoidable, do not heat HSS parts above
550
°
C (1,022
°
F).
Verify heating temperature with a thermometer.
(Crayon-type and other similar type thermometer are appropri-
ate.)
• When straightening body panels, use caution in pulling any
HSS panel. Because HSS is very strong, pulling may cause
deformation in adjacent portions of the body. In this case,
increase the number of measuring points, and carefully pull
the HSS panel.
Tensile strength
Major applicable parts
370 - 590 MPa
• Front strut housing
• Hoodledge reinforcement
• Upper front hoodledge
• Lower dash
• Lower dash crossmember assembly
• Front roof rail
• Inner side roof rail
• Inner center pillar
• Inner sill
• Upper & lower outer rear wheelhouse exten-
sion
• Center front floor
(Component part)
• Front floor
(Component part)
• Front & rear side member assembly
• Front side member closing plate assembly
• Front side member outrigger assembly
• Rear seat crossmember
• Other reinforcements
780 - 1350 MPa
• Center pillar reinforcement
(Component part)
• Inner center pillar
(Component part)
• Outer side roof rail reinforcement
(Component part)
PIIA0115E
PIIA0116E
REPAIRING HIGH STRENGTH STEEL
BRM-29
< REMOVAL AND INSTALLATION >
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
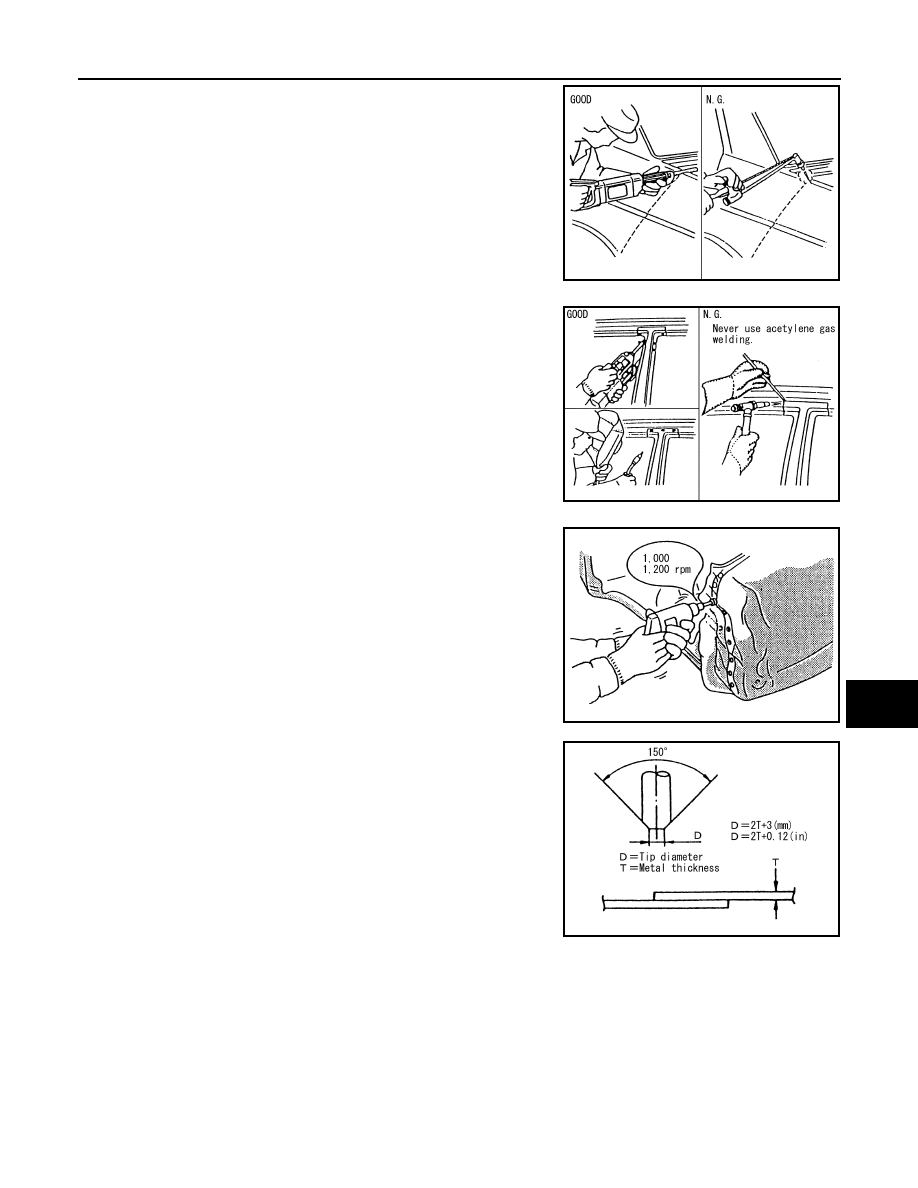
• When cutting HSS panels, avoid gas (torch) cutting if possible.
Instead, use a saw to avoid weakening surrounding areas due
to heat. If gas (torch) cutting is unavoidable, allow a minimum
margin of 50 mm (1.97in).
• When welding HSS panels, use spot welding whenever possi-
ble in order to minimize weakening surrounding areas due to
heat.
If spot welding is impossible, use MIG. welding. Do not use
gas (torch) for welding because it is inferior in welding
strength.
• The spot weld on HSS panels is harder than that of an ordi-
nary steel panel.
Therefore, when cutting spot welds on a HSS panel, use a low
speed high torque drill (1,000 to 1,200 rpm) to increase drill bit
durability and facilitate the operation.
2.
Precautions in spot welding HSS
This work should be performed under standard working condi-
tions. Always note the following when spot welding HSS:
• The electrode tip diameter must be sized properly according to
the metal thickness.
PIIA0117E
PIIA0144E
PIIA0145E
PIIA0146E
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст