Hummer H1 (2002+). Manual — part 143

________________________________________
Axles, Suspension, and Frame 9-33
®
05745159
5.
Lubricate outside diameter of front pinion bearing cup
with lubricating oil. Using driver handle J–8092 and
bearing cup installer J–8611-01, install cup in housing.
6.
Install rear pinion bearing on pinion gear (Figure 9-83).
Figure 9-83: Pinion Rear Bearing and Pinion Gear
Installation
7.
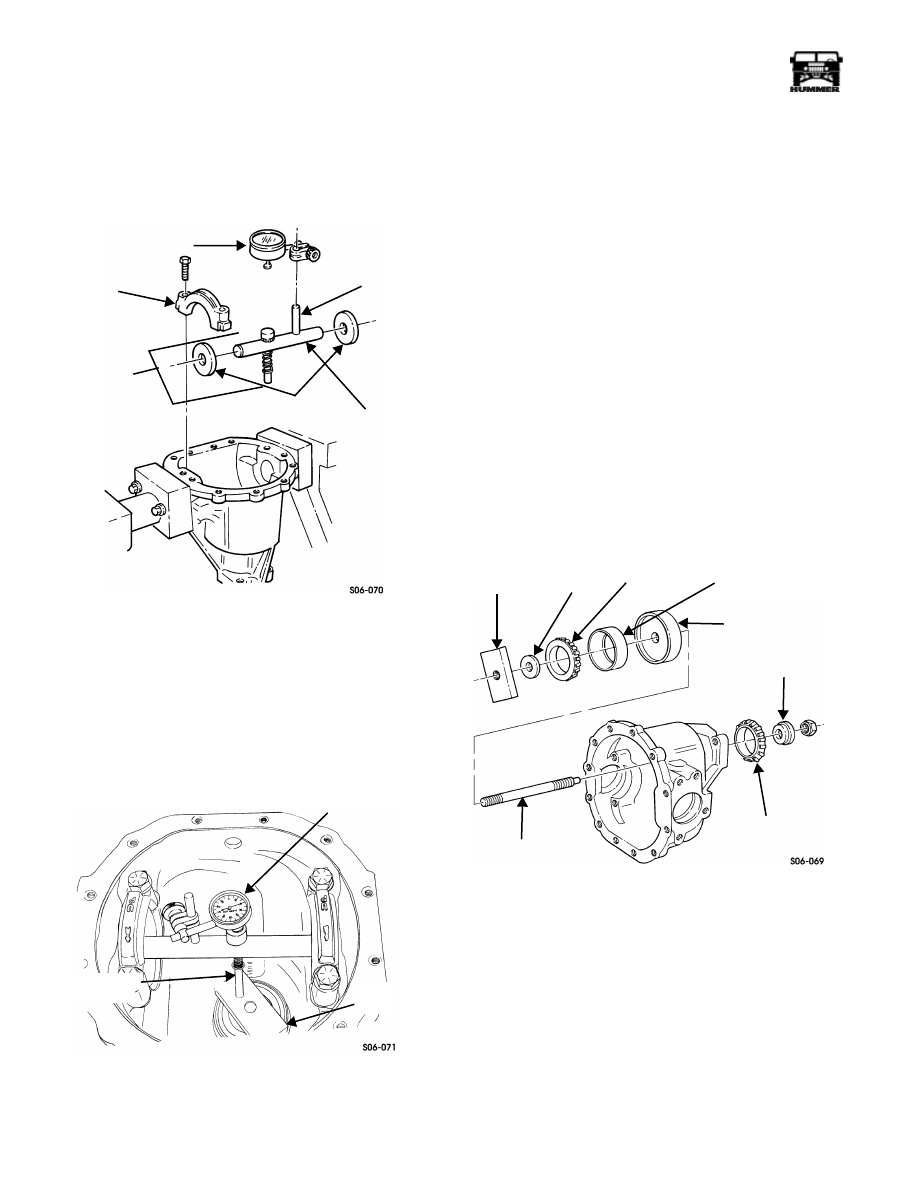
Using pinion setting gauge set, install gauge block, rear
pinion bearing cup, rear pinion bearing, and pilot washer
on stud and secure with gauge block from set J–39524
(Figure 9-84).
Figure 9-84: Pinion Depth Setting Gauge
Installation
8.
Position stud assembly in housing and secure with front
pinion bearing, pilot washer, and nut. Tighten nut to 10 lb-
in (1.1 N•m). Rotate the assembly several revolutions to
seat the bearing and recheck the torque.
9.
Rotate front of housing downward 90 degrees. Assemble
arbor and two discs and install in housing (Figure 9-85).
Table 4 Pinion Variance Table - Inches (millimeters)
OLD
PINION
MARKING
NEW PINION MARKING
-4
-3
-2
-1
0
+1
+2
+3
+4
+4
+0.008
(0.20)
+0.007
(+0.18)
+0.006
(+0.15)
+0.005
(+0.13)
+0.004
(+0.10)
+0.003
(+0.08)
+0.002
(+0.05)
+0.001
(+0.03)
0
0
+3
+0.007
(+0.18)
+0.006
(+0.15)
+0.005
(+0.13)
+0.004
(+0.10)
+0.003
(+0.08)
+0.002
(+0.05)
+0.001
(+0.03)
0
0
-0.001
(-0.03)
+2
+0.006
(+0.15)
+0.005
(+0.13)
+0.004
(+0.10)
+0.003
(+0.08)
+0.002
(+0.05)
+0.001
(+0.03)
0
0
-0.001
(-0.03)
-0.002
(-0.05)
+1
+0.005
(+0.13)
+0.004
(+0.10)
+0.003
(+0.08)
+0.002
(+0.05)
+0.001
(+0.03)
0
0
-0.001
(-0.03)
-0.002
(-0.05)
-0.003
(-0.08)
0
+0.004
(+0.10)
+0.003
(+0.08)
+0.002
(+0.05)
+0.001
(+0.03)
0
0
-0.001
(-0.03)
-0.002
(-0.05)
-0.003
(-0.08)
-0.004
(-0.10)
-1
+0.003
(+0.08)
+0.002
(+0.05)
+0.001
(+0.03)
0
0
-0.001
(-0.03)
-0.002
(-0.05)
-0.003
(-0.08)
-0.004
(-0.10)
-0.005
(-0.13)
-2
+0.002
(+0.05)
+0.001
(+0.03)
0
0
-0.001
(-0.03)
-0.002
(-0.05)
-0.003
(-0.08)
-0.004
(-0.10)
-0.005
(-0.13)
-0.006
(-0.15)
-3
+0.001
(+0.03)
0
0
-0.001
(-0.03)
-0.002
(-0.05)
-0.003
(-0.08)
-0.004
(-0.10)
-0.005
(-0.13)
-0.006
(-0.15)
-0.007
(-0.18)
-4
0
0
-0.001
(-0.03)
-0.002
(-0.05)
-0.003
(-0.08)
-0.004
(-0.10)
-0.005
(-0.13)
-0.006
(-0.15)
-0.007
(-0.18)
-0.008
(-0.20)
PINION GEAR
REAR PINION
BEARING
GAUGE
PILOT
REAR
PINION
BEARING
WASHER
BLOCK
REAR PINION
BEARING CUP
GAUGE
BLOCK
STUD
FRONT
PINION
BEARING
PILOT
WASHER
9-34
Axles, Suspension, and Frame
_________________________________________
®
10. Install two bearing caps and four bolts in housing and
finger tighten bolts.
11. Install the dial indicator on the arbor post. Push the dial
indicator downward until the needle rotates approximately
one full turn clockwise. Tighten the dial indicator in this
position and recheck.
Figure 9-85: Positioning J–39524 Arbor and Discs
In Housing
12. Rotate the gauge shaft slowly back and forth until the dial
indicator reads the greatest deflection. At the point of
greatest deflection, set the dial indicator to zero. Repeat
the rocking action of the gauge shaft to verify the gauge
setting (Figure 9-86).
Figure 9-86: Gauge Setting
13. After the zero setting is obtained, rotate the gauge shaft
until the dial indicator plunger does not touch the gauge
block.
14. Record the dial indicator reading. Example: If the pointer
moved counterclockwise and stops between 0 and 11, add
100 inches to measurement for shim thickness. If the
pointer moves counterclockwise and stops between 84 and
99, correct shim thickness is indicated.
15. This reading indicates the shim thickness required for a
pinion etched with a zero (0) on the pinion head. If the
pinion being installed has a plus (+) or minus (-) etching,
then an adjustment of the shim thickness is required.
Example: If a pinion is etched +3, then 0.003 inches less
shim thickness is required. Subtract 0.003 inches from the
indicator reading. If a pinion is etched -3, then 0.003
inches more shim thickness is required. Add 0.003 inches
to the indicator reading.
16. Remove dial indicator from arbor (Figure 9-85).
17. Remove four bolts, two bearing caps, discs, and arbor
from housing.
18. Remove nut, pilot washer, front pinion bearing, and stud
assembly from housing (Figure 9-87).
Figure 9-87: Pinion Front Bearing and Depth Tool
Removal
19. Remove gauge block, pilot washer, rear pinion bearing,
rear pinion bearing cup, and gauge block from stud.
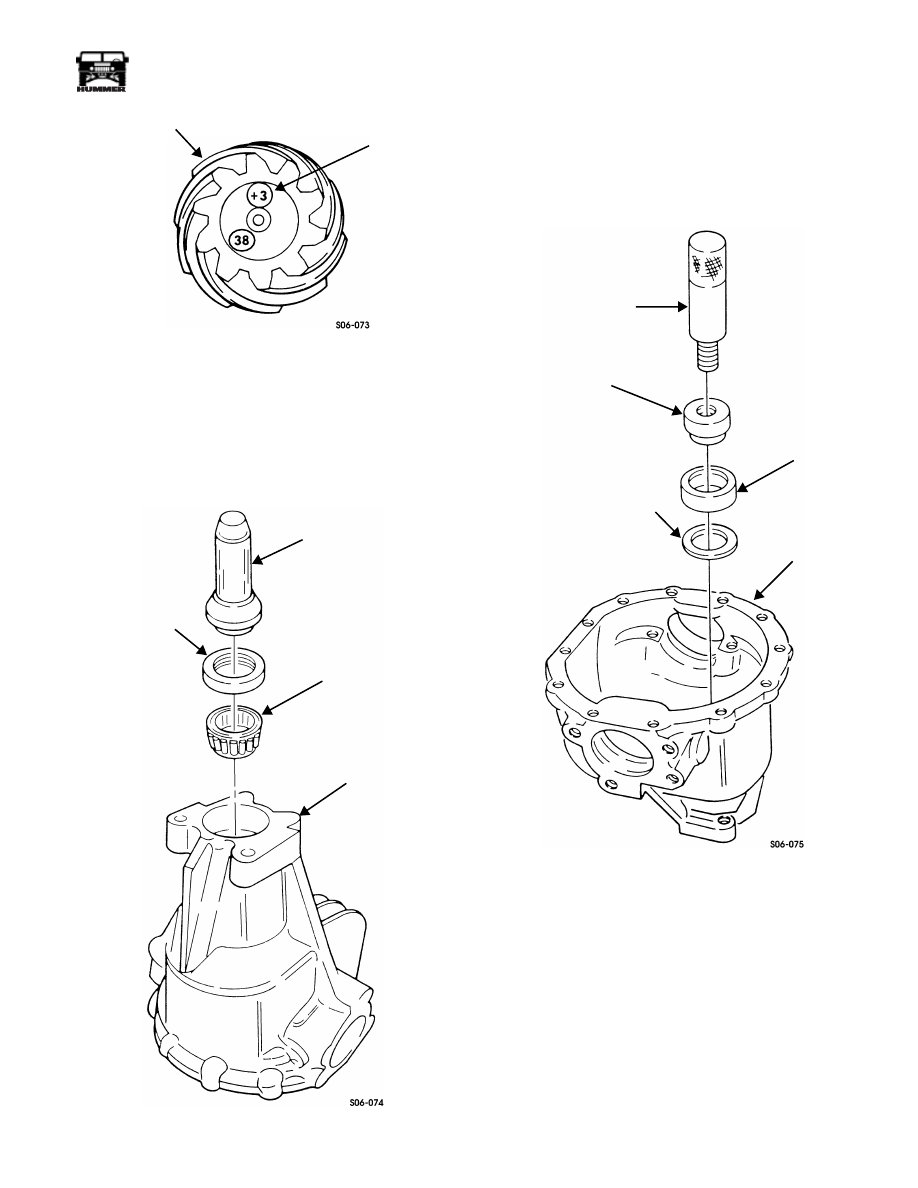
20. Note pinion depth variance marked on pinion gear. If
number is preceded by a plus (+) sign, add that amount in
thousands to standard setting of 2.547 in. (6.46 cm). If
number is preceded by minus (-) sign, subtract that amount
in thousands from standard setting of 2.547 in. (6.46 cm).
The result of this addition or subtraction is desired pinion
depth. Record for reference (Figure 9-88).
DIAL
INDICATOR
ARBOR
ARBOR
POST
BEARING
CAP
DISC
J–8001
PINION
SETTING
KIT J–39524
DIAL
INDICATOR
GAUGE
BLOCK
INDICATOR
PLUNGER
GAUGE
BLOCK
PILOT
WASHER
RING PINION
BEARING CUP
GAUGE
BLOCK
FRONT PINION
BEARING
PILOT
WASHER
REAR PINION
BEARING
STUD
________________________________________
Axles, Suspension, and Frame 9-35
®
05745159
Figure 9-88: Pinion Depth Variance Number
Location
21. Subtract desired pinion depth (step 14) from total
measured pinion depth (step 15). Result of this subtraction
is correct pinion depth shim thickness.
22. Lubricate pinion front bearing and pinion seal with gear
oil. Using yoke seal installer, install pinion front bearing
and pinion seal in housing (Figure 9-89).
Figure 9-89: Pinion Seal Installation
23. Rotate housing 180 degrees. Lubricate outside diameter of
pinion rear bearing cup with gear oil (Figure 9-90).
NOTE:
If pinion shim is beveled, be sure beveled side faces
bottom of bearing cup bore.
Figure 9-90: Pinion Rear Bearing Installation
24. Using driver handle J–8092 and bearing cup installer
J–8608, install correct thickness pinion shim and pinion
rear bearing cup in housing.
25. Rotate housing 90 degrees. Lubricate rear pinion bearing
with gear oil (Figure 9-91).
PINION GEAR
PINION DEPTH
VARIANCE NUMBER
SEAL INSTALLER J–29162
PINION FRONT
BEARING
HOUSING
PINION SEAL
DRIVER
HANDLE
REAR PINION
BEARING CUP
INSTALLER
BEARING CUP
HOUSING
PINION SHIM
J–8092
TOOL J–8608
9-36
Axles, Suspension, and Frame
_________________________________________
®
Figure 9-91: Rear Pinion Bearing Location
CAUTION: Collapsible spacer controls pinion bearing pre-
load. Do not reuse old spacer, or pinion bearing damage may
result.
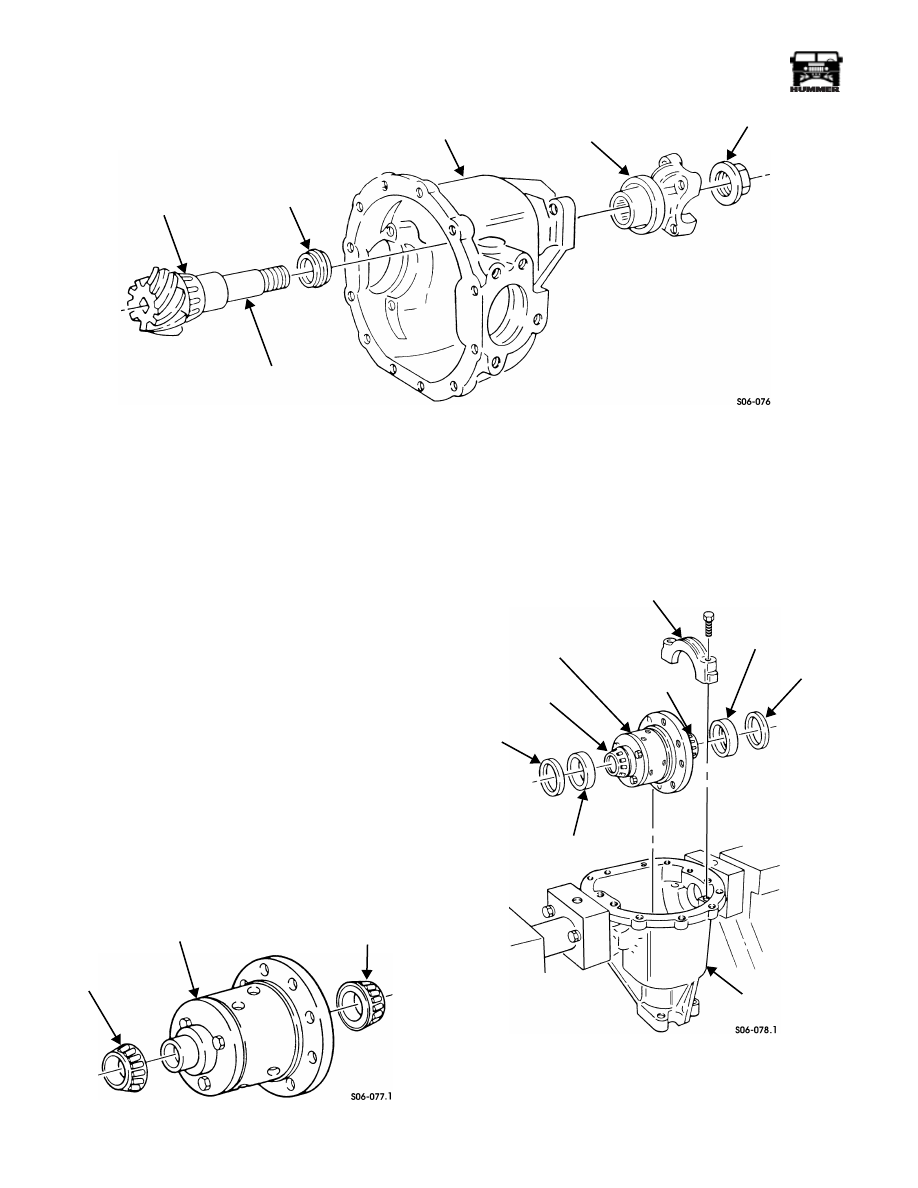
26. Install collapsible spacer on pinion gear and install pinion
gear in housing.
27. Install pinion yoke on pinion gear with pinion nut.
CAUTION: Do not exceed specified preload torque on pinion
bearings. Do not loosen locknut to relieve the preload torque
or pinion bearing damage may result. If specified torque is ex-
ceeded, remove pinion gear and replace collapsible spacer
and locknut and adjust preload again.
28. Tighten pinion nut only enough to remove end play and
seat pinion bearings in housing. Rotate pinion yoke while
tightening to seat bearings evenly.
29. Measure torque required to rotate pinion gear. Correct
pinion bearing preload torque is 17-25 lb-in (2-3 N•m)
with new bearings and 10-15 lb-in (1-2 N•m) with used
bearings.
30. Continue to tighten pinion nut in small increments until
pinion bearing preload torque meets specifications.
31. Install two side bearings on differential assembly
(Figure 9-92).
Figure 9-92: Side Bearing Installation
NOTE:
Side bearing shims are available in thickness from
0.077-0.117 in. (1.96-2.97 mm) in increments of 0.001 in.
(0.025 mm).
32. Rotate housing downward 90 degrees. Install side bearing
cups and side bearing shims on side bearings. Use 0.080
in. (2 mm) shims as a starting point (Figure 9-93).
Figure 9-93: Side Bearing Cup and Shim
Installation
PINION REAR
BEARING
PINION GEAR
COLLAPSIBLE
HOUSING
PINION YOKE
PINION NUT
SPACER
SIDE BEARING
DIFFERENTIAL
ASSEMBLY
SIDE
BEARING
BEARING CAP
BEARING
HOUSING
BEARING
SHIM
SIDE
DIFFERENTIAL
ASSEMBLY
SIDE
CUP
SHIM
BEARING
BEARING
CUP
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст