Engines Iveco C87 / Cursor 87. Manual — part 11
114260
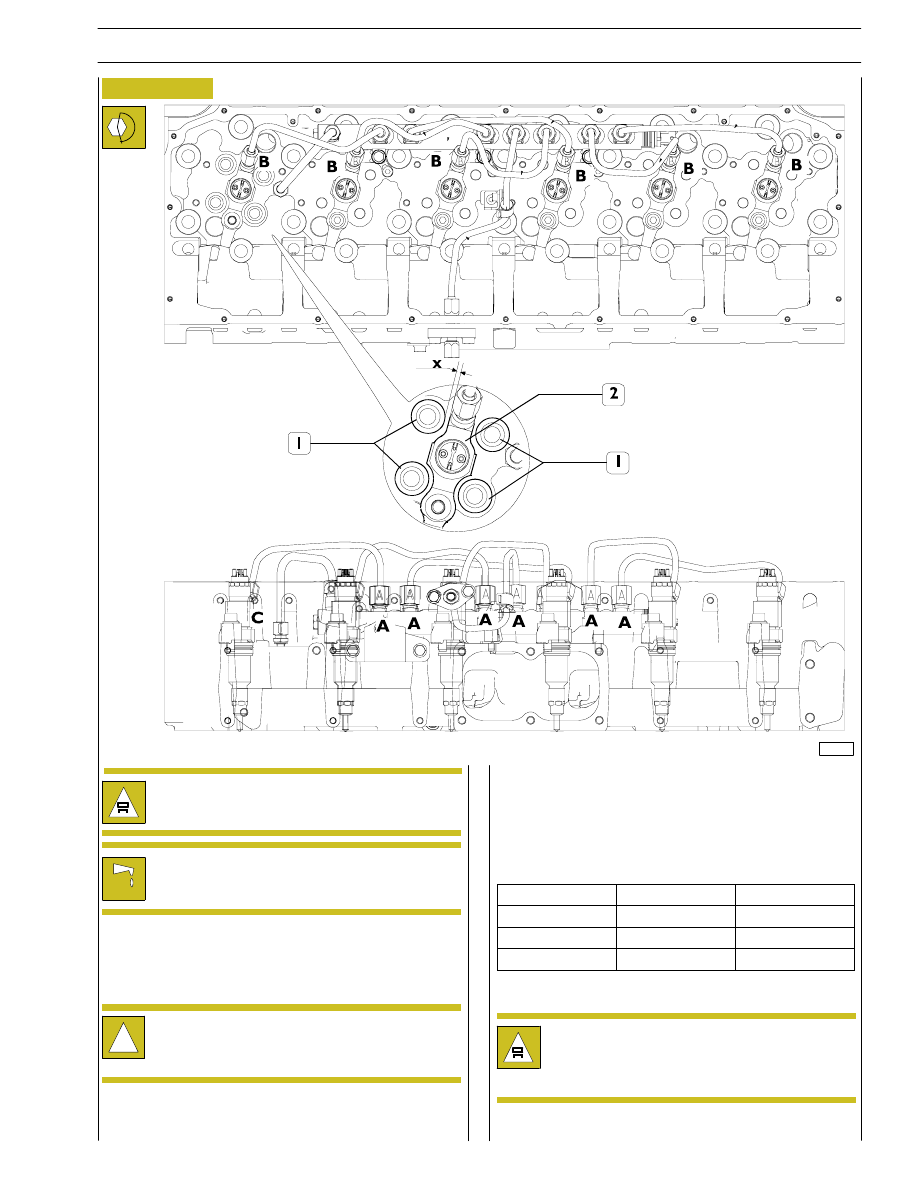
Figure 32
3.
Install pipes on rail and lock fittings by hand.
4.
Lock rail to cylinder head retaining screws at required
torque.
The previously removed pipes ca no longer be refit
and must be replaced.
After fitting the high-pressure pipelines, during the
following 20 hours of work, frequently check engine
oil level (IT MUST NOT INCREASE).
1.
Install rail on cylinder head and lock retaining screws by
hand.
2.
Install injectors in correct position and lock to required
torque.
!
Check that the injectors (2) are equidistant from the
springs (1). Distance ”X” which separates them
should always be the same.
5.
Fit pipes on injectors and head locking fittings by hand.
6.
Lock fittings on rail (A, C) at required torque .
7.
Lock fittings on injectors and head (B, C) at required
torque.
The previously removed pipes ca no longer be refit
and must be replaced.
SECTION 3 - INDUSTRIAL APPLICATION
13
F2C CURSOR ENGINES
TYPE
DESCRIPTION
LOCK TORQUE
A
M18 x 1.5
40
± 2 Nm
B
M14 x 1.5
35
± 2 Nm
C
M16 x 1.5
40
± 2 Nm

114261
114262
114263
114264
Figure 33
Figure 34
Figure 35
Figure 36
Clean surfaces to be coupled to remove dirt and oil residuals.
Apply LOCTITE 275 silicone on gear casing (1) as shown in
the figure.
The sealant seam diameter must be 1.5
± 0.5/0.2.
Use torque wrench to lock screws (1) at required torque.
Clean surfaces to be coupled to remove dirt and oil residuals.
Apply LOCTITE 275 silicone on gear casing (1) as shown in
the figure.
The sealant seam diameter must be 1.5
± 0.5/0.2.
Apply gage 99395221 (1) to check and adjust position of
high-pressure pump connection flange (2).
Fix flange screws (2) at required torque.
Install gear casing within 10 min. from sealant
application.
Install gear casing within 10 min. from sealant
application.
NOTE
NOTE
14
SECTION 3 - INDUSTRIAL APPLICATION
F2C CURSOR ENGINES
Base - June 2006
114272
114265
Figure 37
Figure 38
Figure 39
Install high-pressure pump (1) on flange (2).
540850
ENGINE FLYWHEEL
Secure seal (1), install special tool 99346260 (2), lock nut (3)
to secure seal.
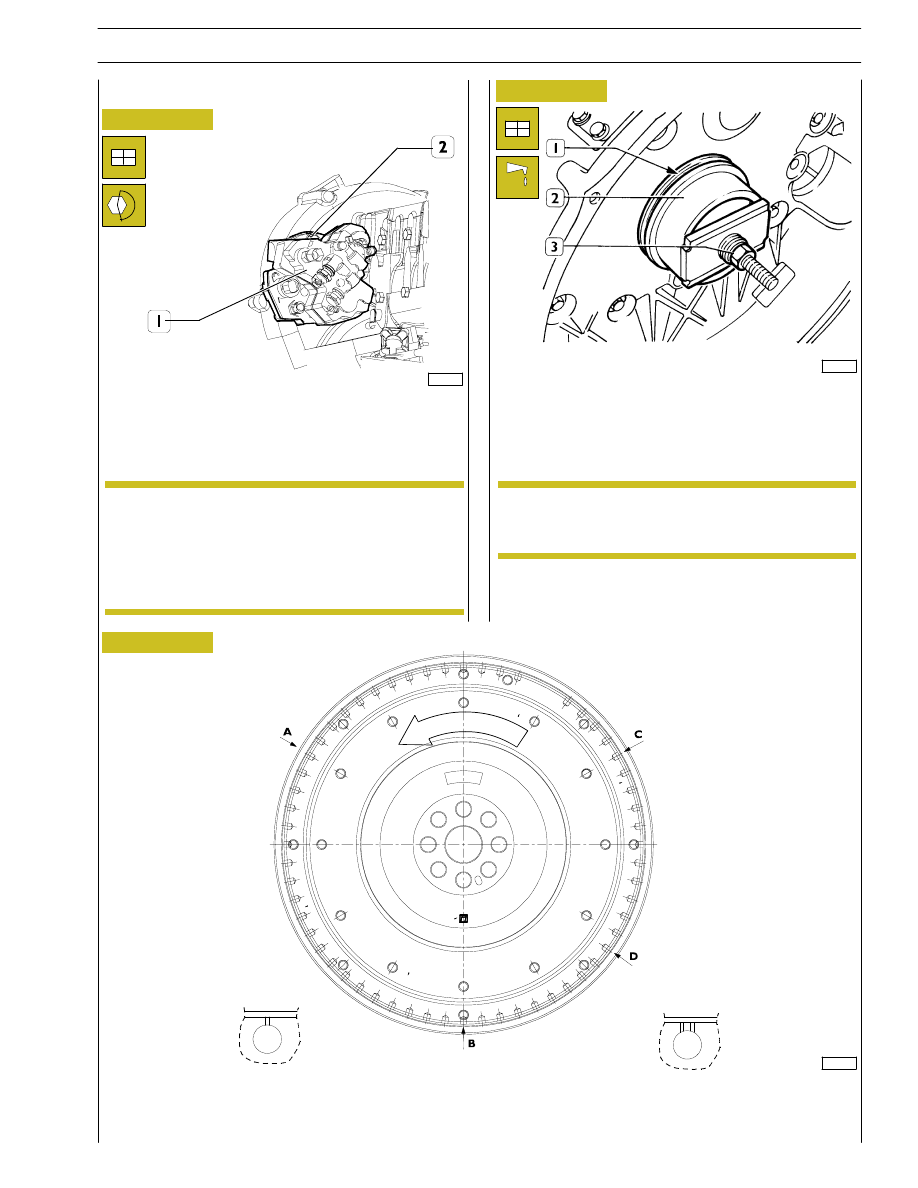
Engine flywheel installation
DETAIL OF PISTON POSITION STAMPING ON ENGINE FLYWHEEL
A. Hole on flywheel with a notch corresponding to pistons 3-4 TDC - B. Hole on flywheel with a notch, corresponding to
piston 1-6 TDC - C. Hole on flywheel with a notch corresponding to pistons 2-5 TDC - D. Hole on flywheel with 2 notches,
position corresponding to 54
°.
High pressure pump installation
If toothing on engine flywheel for engine start-up is
very damaged, change crown wheel.
Refit crown wheel after heating up at approx.
200
°C.
NOTE
Crankshaft has a reference pin that must match with
related housing on engine flywheel.
NOTE
45258
SECTION 3 - INDUSTRIAL APPLICATION
15
F2C CURSOR ENGINES

49036
72436
114267
Figure 40
Figure 41
Figure 42
Figure 43
Position flywheel (1) on crankshaft, lubricate screws (2)
threading with engine oil and lock them.
Stop rotation using specific tool.
Lock screws (2) in three phases.
1
st
phase: pre-lock with torque wrench (4) at 100 Nm torque
(10 kgm).
2
nd
phase: 60
° angle locking using tool 99395216 (1).
This condition is obtained when:
1.
the opening with one reference (5) for the engine
flywheel (4) is visible from the inspection window;
2.
tool 99360612 (1), through housing (2) of engine rpm
sensor, inserts in hole (3) drilled on engine flywheel (4).
Otherwise, adjust engine flywheel orientation (4).
Remove too 99360612 (1).
Install camshaft (3) and orient it with references (
→)
positioned as in the figure.
Clean the matching surfaces of the plate (1) to remove
impurities and oil residues.
Apply silicon (6) to the plate (1) as illustrated in the diagram.
α
α
Camshaft installation
49037
Take care NOT to get sealant on the inner groove
(5).
NOTE
The diameter of the sealant bead should be 1.5 - 0.5/0.2 mm.
Fit the plate (1) within 10 mins of applying the sealant with the
gasket (2) and tighten the bolts (4) to the recommended
torque.
Position crankshaft with pistons 1 and 6 at TDC.
16
SECTION 3 - INDUSTRIAL APPLICATION
F2C CURSOR ENGINES
Base - June 2006
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст