МоАЗ-40484. Сборка узлов гидромеханической передачи
2.3.5
МоАЗ-40484. Сборка узлов гидромеханической передачи
Сборку узлов гидромеханической передачи необходимо выполнять на специально оборудованных местах с применением необходимого специнструмента, приспособлений и стендов. Места сборки должны исключать попадание грязи и пыли на собираемые узлы и детали.
Детали, подаваемые на сборку, должны быть очищены от грязи и промыты в дизельном топливе. Просушку деталей после промывки осуществлять сжатым воздухом. Протирать детали ветошью перед сборкой не рекомендуется во избежание засорения клапанов и попадания ворсинок на золотниковые пары.
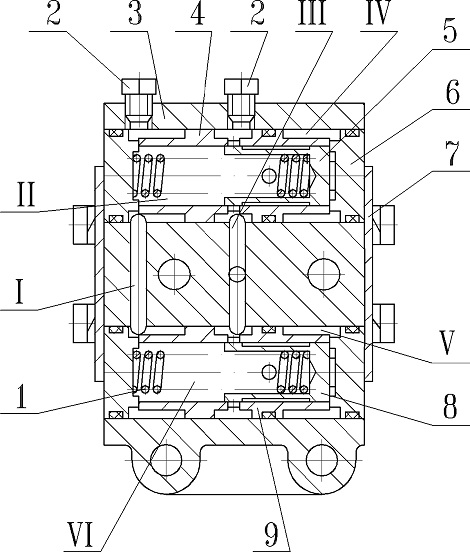
Рисунок 2.3.14 - Механизм разблокировки гидротрансформатора
1 - пружина; 2 - заглушка технологическая; 3 - корпус механизма разблокировки гидротрансформатора; 4, 9 - гильзы золотников; 5, 8 - золотники; 6 - крышка гильзы; 7 - крышка прижимная;
I - канал сливной; II, VI - полости, сообщающиеся с каналом сливным; III - полость, сообщающаяся с датчиком частоты вращения ведущего вала; IV - полость, сообщающаяся с полостью второй ступени в механизме управления; V - полость, сообщающаяся с полостью третьей ступени в механизме управления
2.3.5.1 Сборка переднего насоса
Сборку переднего насоса гидромеханической передачи выполнять в последовательности, обратной его разборке с соблюдением следующих условий:
1) перед сборкой все детали должны быть промыты и продуты сжатым воздухом;
2) сборку насоса производить в условиях, исключающих попадание на детали пыли и грязи;
3) при сборке разрешается пользоваться только стандартным или специально спроектированным инструментом. Наличие царапин и забоин на трущихся поверхностях недопустимо;
4) необходимо помнить, что наружные обоймы с роликами и внутренние обоймы разных подшипников не взаимозаменяемые;
5) во избежание перекоса внутренних обойм подшипников при напрессовке их на валики использовать специальное приспособление;
6) зазор между внутренними обоймами подшипников и пластинами торцевого уплотнения должен быть не менее 0,2 мм;
7) при установке шестерен обращать особое внимание на свободное их перемещение на валиках со шпонками от руки;
8) при сборке торцевой зазор должен быть в секции охлаждения гидротрансформатора в пределах от 0,08 до 0,10 мм и в главной секции от 0,06 до 0,08 мм;
9) регулировать зазор следует прокладками 12, в соответствии с рисунком 2.3.9;
10) затяжку гаек производить поочередно, начиная с наиболее удаленных друг от друга.
При затяжке гаек и болтов периодически проворачивать ведущие валики насосов;
11) после затяжки всех гаек и болтов ведущие валики должны проворачиваться свободно и без заеданий под действием момента не более 3 Н.м (0,3 кгс.м).
После сборки насос гидромеханической передачи обкатать на специальном стенде. В качестве рабочей жидкости использовать масло марки А(МГ-32В).
Перед установкой на стенд трущиеся поверхности насоса смазать рабочей жидкостью. Обкатку насоса начать без нагрузки с 5с-1 (300 об/мин), прибавляя через каждые пять минут от 3,3 до 5с-1 (от 200 до 300 об/мин), довести частоту вращения на холостом режиме до 15с-1 (900 об/мин).
После холостой обкатки насос нагрузить давлением, начиная с частоты вращения 18,3 с-1 (1100 об/мин): главную секцию переднего насоса нагрузить давлением от 0,95 до 1,05 МПа (от 9,5 до 10,5 кгс/см ), секцию охлаждения трансформатора - от 0,35 до 0,45 МПа (от 3,5 до 4,5 кгс/см ).
Прибавляя через каждые пять минут от 3,3 до 5с-1 (от 200 до 300об/мин), довести частоту вращения под нагрузкой до 38,3с-1 (2200 об/мин). Произвести замеры производительности обеих секций насоса: производительность для каждой секции переднего насоса при
-1 2 10с- (600об/мин), противодавлении 1,0 МПа (10 кгс/см ) и температуре рабочей жидкости
плюс 90±5 °С должна быть не менее 36 л/мин. Повышение противодавления до 1,15 МПа
(11,5 кгс/см ) должно привести к значительному снижению расхода, что свидетельствует о
срабатывании клапана разгрузки. Утечка масла через корпус и уплотнения не допускается.
Нет комментариевНе стесняйтесь поделиться с нами вашим ценным мнением.
Текст